

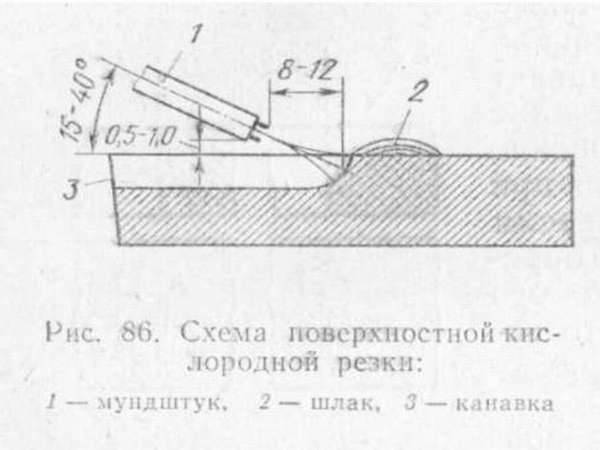
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Термические способы
Ранее мы говорили об оказываемом механическом воздействии, но при всех положительных сторонах процесс можно отметить низкую производительность таких работ. Теперь обсудим варианты, позволяющие моментально нагревать нужную зону до температуры плавления с последующим испарением веществ. Обычно технологи применяются исключительно на крупных производствах, так как они достаточно затратны.
Газовая резка
Процедура происходит так. Абразив – это то, чем можно резать металл. Ими покрыты абразивные диски. Но современные способы помогают подавать воздух или иной газ с таким напором, что содержащиеся в нем частички песка производят ровный разрез. При этом кислород проходит через горелку и нагревается до таких температур, чтобы преодолеть порог пластичной деформации стали.
Газоэлектрическая технология
В станке зажигается электрическая дуга, как во время сварки, которая направлена на определенный участок. Рядом находится трубка (сопло), подводящая струю кислорода к этому месту. Воздух разгоняется до очень большой скорости и просто выдувает расплавленное металлическое вещество.
Плазменная резка
Это наиболее современный и экономичный способ из представленных выше с максимальной степенью точности. Основной элемент – ионизированный газ, который подвергается многоступенчатой обработке и превращается в плазму. Струя очень точно и быстро производит разрез. При этом он настолько тонкий и ровный, что процедура подходит для художественных узоров.
Недостатки плазморезки
Минусы представленной технологии:
- большое количество шума в цеху;
- непростое оборудование – с ним не каждый сможет правильно обращаться, нужда подготовка;
- максимальная толщина заготовки – 10 см;
- дороговизна станка.
Теперь коротко поговорим о способах, применяемых в быту.
Выбор насадки
Насадка на УШМ – это отрезной диск. Он может иметь два разных параметра: толщину и диаметр. Первый параметр находится в пределах от 0,8 до 3 мм.
Сами диски различают по внешнему напылению:
Абразивные. Самые распространенные отрезные круги. Они подразделяются на диски для резки: черных металлов, нержавеющей стали, алюминия, цветных металлов. Лучше заранее уточнять вид диска у продавца, чтобы не переплатить или купить не тот расходник.
Диск алмазный Extra Max (230х22.2 мм.) по бетону НЕ подходит для резки металла. Фото ВсеИнструменты.ру
Алмазные. Дорогие и очень качественные отрезные круги. Таким расходником можно работать по любому виду металла. Алмазный диск быстро режет и меньше искрит. Его главный минус – высокая цена. Он стоит на порядок дороже абразивного диска. Алмазные отрезные круги подразделяются на: сплошные, сегментные и турбо-диски.
При покупке диска нужно учитывать не только напыление, но и диаметр отрезного круга.
Важно! Некоторые строители берут отрезной круг для бетона, чтобы работать с металлом. Он обходится дешевле расходника по металлу
По факту, диск по бетону быстрее стачивается и больше искрит. Экономия исчезает при работе в долгую.
Какой диск лучше по толщине в каком случае
УШМ (болгарка) MAKITA GA6040C с диском и ключом. Фото 220Вольт
Отрезные круги разделяются по диаметру. Минимальный размер диска стартует с размера 115 мм и доходит до отметки в 230 мм. Каждый расходник подбирают исходя из решаемых строительных задач:
- 115 мм. – разрезание гвоздей, саморезов, листового металла толщиной не более 30 мм;
- 125 мм. – один из самых распространенных дисков для разрезания металла, тонких труб, кузовной и прочей стали толщиной не более 40 мм;
- 150 мм. – потребуется при демонтаже водопроводных магистральных труб, распила тонкой арматуры;
- 180 мм. – нарезание толстой стали, металлических профилей и уголков, арматуры от 40 до 60 мм, можно использовать для вырезов части стен с внутренним армированием;
- 230 мм. – самый большой диск, используют для прорезания швеллеров, толстой арматуры, больших труб, рельсов.
Оригинальные диски от производителя зачастую режут лучше, чем дешевые расходники. Брендовый отрезной круг не придется часто менять, с ним получится аккуратный и тонкий рез.
Внимание! Покупайте отрезные круги, которые наверняка подойдут для вашей модели УШМ. Заранее посмотрите этот параметр в руководстве пользователя.
Гидроабразивная резка металла
Способ, при котором на материал воздействуют подаваемой на большой скорости и под высоким давлением струёй жидкости (воды), содержащей частички абразива (песка). Среди достоинств технологии:
- Точность и качество реза.
- Отсутствие тепловых нагрузок на обрабатываемый материал.
- Малое количество отходов.
- Отсутствие вредных веществ, выбрасываемых в атмосферу.
- Возможность изготовления деталей сложной конфигурации.
К недостаткам метода принято относить:
- Ограниченный ресурс режущей головки, быстро разрушающейся под воздействием абразива.
- Вероятность образования очагов коррозии на деталях.
- Снижение скорости раскроя при обработке листового материала малой толщины.
Тем не менее, данная технология – хороший выбор для предприятий, где режут металл в закрытых помещениях.
Здоровье и безопасность
При резке металлов воздушная среда производственных помещений может загрязняться аэрозолями, содержащими пыль, вредные газы и пары (газообразные фтористые и хлористые соединения, окись углерода, окислы азота, озона), а также окислы металлов. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров. Работа электронно-лучевых установок связана с образованием мягкого рентгеновского излучения.
Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию, а при длительном воздействии инфракрасного излучения может развиться помутнение хрусталика – катаракта.
Рекомендации по резанию труб из металла
Резание труб из разных металлов – это востребованная операция при проведении ремонтно-строительных работ. Отрезать изделия приходится при монтаже канализационных и отопительных систем, водопроводных линий. В этом направлении болгарка хорошо справляется с различными задачами. Диски для работы выбирают по материалу, из которого изготовлена труба.









Применение угловой шлифовальной машинки дает возможность:
- перепиливать трубы под разными углами, например 45 и 90 градусов;
- разрезать изделия большого диаметра;
- ровно резать профильные (прямоугольного либо квадратного сечении) трубы;
- производить продольное разрезание трубчатых заготовок;
- пилить чугунные трубы;
- перерезать тонкостенные трубки.

Если нужно разрезать трубу большого диаметра, то использование болгарки позволяет выполнить эту работу без значительных денежных затрат. Но при этом производительность труда небольшая, а риски немалые. Когда длинные трубы лежат на опорах, отпиливают только свисающие части. Если распиливать по центру, то кромки среза зажмут обрезной круг, что приведет к заклиниванию инструмента и возможному травмированию.
Специалисты не только разрезают трубы из разных материалов под нужными углами, но и вырезают в них отверстия требуемых форм. Работа с профильными и круглыми заготовками выполняется схожим образом, с обязательным соблюдением правил техники безопасности.
Перепиливание труб под разными углами
Резать под углом 45 и 90 градусов круглые и профильные трубы приходится при прокладке различных коммуникаций. В любом случае необходимо ровно отпилить трубу, чтобы элементы, которые требуется соединить, максимально в плотную соединялись друг с другом.
Рез под углом 45 градусов труб цилиндрического сечения проводят следующим образом:
- берут обычный квадратный бумажный лист;
- складывают его точно по диагонали;
- этим шаблоном оборачивают трубу;
- мелом или другим разметочным приспособлением наносят будущую линию среза;
- убирают шаблон;
- зажимают заготовку в тисках;
- отрезают отмеченный фрагмент трубы.

При прикладывании шаблона любая из двух коротких сторон этого треугольника должна быть параллельна центральной оси трубы.
Когда необходимо выполнить разрезание под углом 90 градусов, трубы просто оборачивают по кругу (цилиндрические) либо по периметру (профильные) листом бумаги. После этого отмечают линию среза. Также разметить профильную трубу можно очень просто с помощью обычного угольника.
При необходимости разрезания под углом 45 и 90 градусов значительного количества профильных труб делают соответствующие шаблоны из данного материала, только большего сечения. Это позволяет выполнять требуемые замеры лишь один раз. При этом для первоначальной разметки применяют строительный угольник, либо транспортир. Когда шаблон сделан, внутрь него вставляют обрезаемые заготовки, отмечая линии среза. Затем производят распиливание.
Особенности резки чугунных и тонкостенных труб
Чугун – это хрупкий материал. Чтобы распилить чугунную трубу болгаркой, действуют в такой последовательности:
- отмечают линию среза;
- подкладывают под трубу деревянный брусок, который будет служить ей опорой;
- делают пропил по контуру глубиной в несколько миллиметров;
- вставляют в сделанное углубление зубило;
- по наставке сильно и резко бьют молотком.
После удара труба расколется по линии пропила. Ее края будут достаточно ровными. Если нужно, их дополнительно обрабатывают.

Чтобы выполнить продольное распиливание трубы, также важна точная разметка. Для ее нанесения применяют различные приспособления, например, строительную нить («отбивку»). Весь процесс распиливания следует выполнять аккуратно, не спеша, чтобы не сбиться с отмеченной линии.
Тонкостенные трубы – это одна из разновидностей данного рода изделий. Их часто изготавливают из цветных металлов: меди либо алюминия. Их резка является сложным занятием. При этом следует применять соответствующие материалу заготовки круги для болгарки.
Распиливание тонкостенных трубок требуется выполнять очень осторожно, потому что они легко могут деформироваться даже от прикладывания незначительной нагрузки
Устройство и параметры
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.
Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
Эксплуатация
Основные правила для безопасной работы во время резки металла УШМ
Самым важным условием при резке будет неукоснительное выполнение правил по безопасной работе. Производители таких устройств будут постоянно пытаться свести к минимуму риски получения ранений и травм, и придумывают новые, а также стараются усовершенствовать старые защитные системы.
Но никто не думает о работнике так, как он сам. Главными опасностями при резке диска является вылет осколков от поломанного диска, а также поток мелких частиц абразива и искр, невозможность удержать инструмент в руках. Если сломается диск, или если его заклинит, то болгарка способа вырваться из рук в самый ненужный момент и с большой силой, по этой причине еще до того, как вы начнете работы, следует предусмотреть ее возможную траекторию движения. Учтите, что нельзя пренебрегать правилами безопасности даже при выполнении небольших работ.
Техника безопасности
Обратите внимание, что при работе с болгаркой стоит защищать лицо при помощи особо щитка. При работе нужно:
При работе нужно:
- Во время замены диска при отдыхе следует отключить устройство от сети.
- Для того, чтобы защитить лицо и глаза, используйте очки или даже защитный щиток – профессионалы при продолжительной работе используют сразу оба защитных средства.
- Крепко дерите в руках устройство во время проведения работы.
- Для замены диска следует дождаться, пока он полностью не остановится.
- Работать следует в особых защитных рукавицах. Хлопчатобумажные рукавицы лучше не применять, потому что они не дают должной защиты, а еще могут воспламениться; кроме того, были случаи, когда нитки наматывались на диск или шпиндель болгарки, и поверьте, ничем хорошим это не заканчивается.
- При проведении работ следует расположиться так, чтобы лицо, а по возможности и остальные части тела не были в плоскости вращения диска.
В конце работ стоит:
- Дождаться, пока полностью остановится диск и лишь после этого можно будет положить инструмент диском вверх на пол, чтобы тот не был поврежден.
- Отключить болгарку от сети.
- Убедиться в том, чтобы нет дыма или прочих признаков возгорания.
Типичной ошибкой, которую допускают при резке металла, является то, что если диаметр нового круга больше, чем размер защитного кожуха, то его снимают. Кожух является защитой на случай, если при резке металла диск поломался и разлетелся на части. вместо диска большинство людей ставят фрезы, пилы или прочие материалы, но на самом деле так делать ни в коем случае нельзя.
Как правильно резать металл болгаркой – рекомендации и советы
Казалось бы, что может быть проще – берем и режем металл болгаркой. Но все не так просто. Если длинные трубы лежат на опорах, следует резать их свисающий край. Если разрезать их посередине, то за счет своего веса металл начинает прогибаться и зажимает диск.
Если у вас нет навыков обращения с угловой шлифовальной машинкой, то до начала выполнения работ следует научиться резать на ненужных деталях из металла. Кстати, отрезной круг будет воспринимать лишь радикальные усилия, и попытка изменить плоскость резки, когда диск будет расположен внутри детали из металла, приведет к его поломке. Эффективно будет резать металл посредством пятки диска (речь идет о ближней нижней части круга).
Чтобы диск и угловая шлифовальная машинка служили как можно дольше, через каждые 5-7 минут работы следует сделать перерыв на 1/3 или ½ часа
Это особенно важно для болгарок с малой мощностью, которые боятся перегревания. Чтобы продлить срок эксплуатации дисков, а особенно тех, которые стоят очень дорого, а после остудить металл, место реза следует полить водой
Работу стоит проводить вдвоем с напарником.
Кстати, алюминий является весьма вязким металлом, и при резке деталь и большой толщины в шов следует капать керосин с соблюдением всех правил безопасности. Для молдинга, фигурной резки и распила жести применяйте выработанные диски, «огрызки», и поэтому не выбрасывайте то, что уже почти отработано. Уголок стоит резать не за один прием, а обе полки по отдельности. Если трубы, арматура, уголки достаточно длинные и лежат на опорах, то будет правильно резать свисающий край. Если резать между опорами, то деталь благодаря своему весу начнет прогибаться и диск заклинит.










Детали с большой толщиной следует резать лишь прямолинейно. Если требуется вырезать фигурную деталь, то для начала следует сделать прямолинейные резы, а после удалите оставшееся – все то, что не нужно. Давить на инструмент не стоит, потому что это способно привести к заклиниванию или даже поломке и перегреванию.
Как правильно резать (а не пилить), как пользоваться УШМ
Техника безопасности, это не все, что нужно знать о работе с болгаркой
Не менее важно понимать: как взаимодействовать с заготовкой, какую подготовку металла стоит проводить, и что можно резать, а с чем не стоит связываться:
- Небольшие куски водопроводных труб или профиля зажимайте в тиски, не держите металл в руках. Так вы получите точный разрез, а болванку не выбьет из кисти.
- Шов от распила будет чуть больше, чем толщина диска. Где-то на 1-1.5 мм. Учитывайте этот факт, если вам нужен точный кусок заданной величины.
- Режьте по линии. Чтобы заготовка получилась ровной и по размеру, начинайте рез не точно по центру разметки, а со стороны от начерченной линии.
- Не загибайте диск во время работы! Это приведет к его поломке.
- Подложите брусок или несколько дощечек под листовой металл. Лучше делать рез листового металла, когда под ним есть земля или дерево. Бетон (!подробнее о том, как резать бетон болгаркой, здесь) или асфальт могут спровоцировать разрушение диска при резком контакте.
- Вертикальные заготовки нужно резать поэтапно. Сначала сделать надрез на 90% глубины, после чего отклонить верхний кусок, если это возможно, от болгарки, чтобы диск случайно не закусило. Например, при демонтаже старых _труб.
- Держите болгарку двумя руками. Желательно прикрутить и не снимать ручку.
- Перед началом работы проверяйте надежность крепления диска. Оснастка должна крепко держать отрезной круг.
- Всегда проверяйте, чтобы в трубе не было водоснабжения, а в металлическом кожухе – магистрали электрики или связи. Заранее узнайте, отключили ли воду, и какие провода могут быть внутри закрытого металлического канала.
Наконец, не нужно стачивать диск до самого основания. Лучше поставить новый.
Рекомендации
- Во время резки металла диск стирается не только по окружности, а и стачивается его толщина. Заменив его на новый, не заходите сразу в рез. Это приведет к неминуемому зажатию и разрыву диска. Рекомендую возобновить резку с обратной стороны.
- Есть такой нюанс – чем больше диск, тем больше будет его люфт. Дело не в болгарке, а в самом режущем элементе. Так как его толщина относительно небольшая, то он естественно гнется. Избавить себя от такого неудобства не выйдет. Просто учитывайте этот факт.
- Резать болгаркой мягкие металлы стоит предельно аккуратно, так как зажатия диска в таких изделиях происходят гораздо чаще.
- Старайтесь располагать болгарку таким образом, чтобы в случае заклинивания диска она не ударила вас в лоб или живот.
- При работе с УШМ вы должны быть уверенными в том, что произойдет через секунду. Если вы не понимаете, что может случиться в следующее мгновение, то лучше остановите работу и проанализируйте ситуацию. Спешить при работе с болгаркой не стоит.
- Начинайте резать металл лишь работающей болгаркой. То есть сначала включите устройство, а потом соприкасайтесь с изделием, а не наоборот. Надежно затягивайте гайку, прижимающую диск.
- Совет лично от меня. Если у вас заклинивают диски, рез получается кривой и вообще работа не клеится, то лучше просто пойти отдохнуть. Вернитесь к рабочему процессу со свежей головой и позитивным настроем.
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха. Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Инструкция по резке металла
Важно правильно подключить и подготовить резак. К баллонам подсоединяют трубки с затворами на концах
Далее проверяется подача газа (если это кислородно-пропановая резка металла) клапан закрывается, вентиль на баллоне открывается. Потом, следя за манометром, клапан медленно открывают. Давление должно быть 0,35–0,55 атмосфер. Потом нужно продуть шланг – открыть клапан. Газ начинает выходить с характерным звуком. Если манометр показывает стабильное давление, клапан закрывается.
Следующий шаг – проверка подачи кислорода и настройка давления. Сначала открывается клапан на баллоне, потом – регулятор (давление потока 1,7-2,7 атмосфер). Чтобы продуть шланг, на резаке открывают вентили кислорода. Их два: для подачи в дюзу и образования смеси. Сначала нужно открыть первый, потом второй (на 3-5 секунд).
Первым открывают клапан подачи газа, чтобы вышел кислород, который после проверки остался в смесителе. Вентиль надо крутить до тех пор, пока будет слышно, как выходит газ. Расположенная перед резаком зажигалка должна касаться мундштука. После нажатия на рычаг искры поджигают газ.
Сразу нужно открыть вентиль кислорода. О его достаточном объеме свидетельствует изменение цвета пламени на голубой. Чтобы факел увеличился в размерах, необходимо подать больше кислорода. Давление газа и кислорода при резке металла полностью зависит от толщины заготовки.

По технологии газовой резки металла пламя подносилось к материалу кончиком, прогревая поверхность. После появления расплавленного металла начинается подача кислорода, поджигающего его. Струя увеличивается до тех пор, пока материал будет до конца прорезан. Одновременно вдоль линии реза продвигается мундштук. Искры и шлак удаляются струей.
Оптимальная скорость резки определяется по искрам – они должны улетать под углом 85-90о. Если угол меньше, скорость нужно уменьшить. Если заготовка толстая, ее нужно расположить под углом, чтобы стекали шлаки. Останавливаться, не закончив процесс, не рекомендуется. По окончании работы сначала перекрывается кислород, потом газ.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
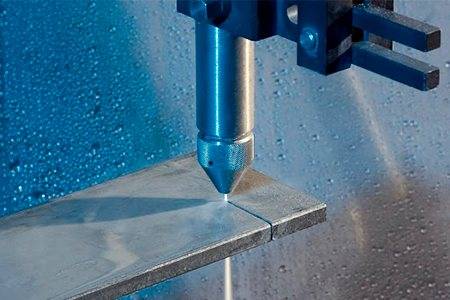
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины.

Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.









В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Преимущества кислородной резки
Технология кислородной и кислородно-флюсовой резки имеет массу преимуществ. Среди них:
- большие толщины рассекаемого металла (до 500 мм), ограниченные лишь конструктивными особенностями установок кислородно-флюсовой резки;
- низкая себестоимость;
- высокое качество (современные машины позволяют достичь приемлемой ширины реза, отсутствия конусности реза, чистых кромок, не требующих обработки);
- возможность использования многорезаковых схем.
Качественную кислородную резку осуществляют специалисты «МетиСтр», в арсенале которых — высокоточные станки и богатый опыт. Все статьи ›
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки,
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности,
- была выбрана высокая скорость движения резака,
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.





