

Перфорирование
Этот метод обработки приобретает все большее значение по причине возрастающих требований в светотехнике при производстве как светильников с прямым и отраженным светом, так и вторичных, и эвольвентных отражателей
Здесь важно перфорировать отверстия с диаметром менее 1,2 мм. Решающим для равномерного распределения света являются высокоточные перфораторы с правильно подобранным габаритом резки от вырубного штампа до матрицы и маркой стали, подходящей для алюминия, что позволит избежать образования отложений по краям отверстий
Смазка поверхности во время процесса перфорирования здесь также важна. Для этого используются летучие смазочные материалы в сочетании с подходящей защитной пленкой, что позволяет избежать проникновение смазки под защитную пленку на зеркальную поверхность формуемого материала. Мы готовы предоставить Вам информацию о компаниях с хорошей репутацией, занимающихся перфорацией. У нас Вы можете получить также матрицу стандартов перфорирования .
Показания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования
Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным
Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
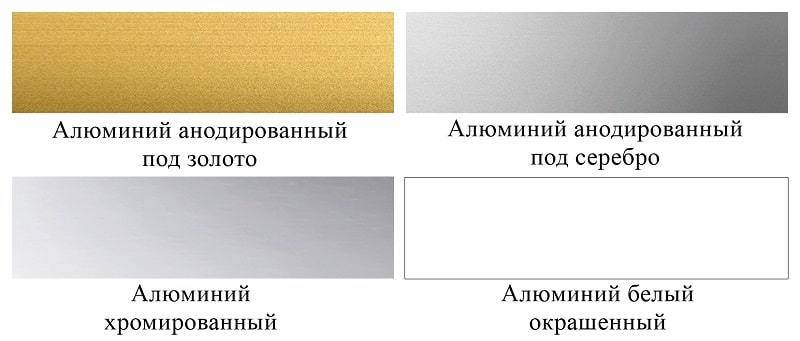
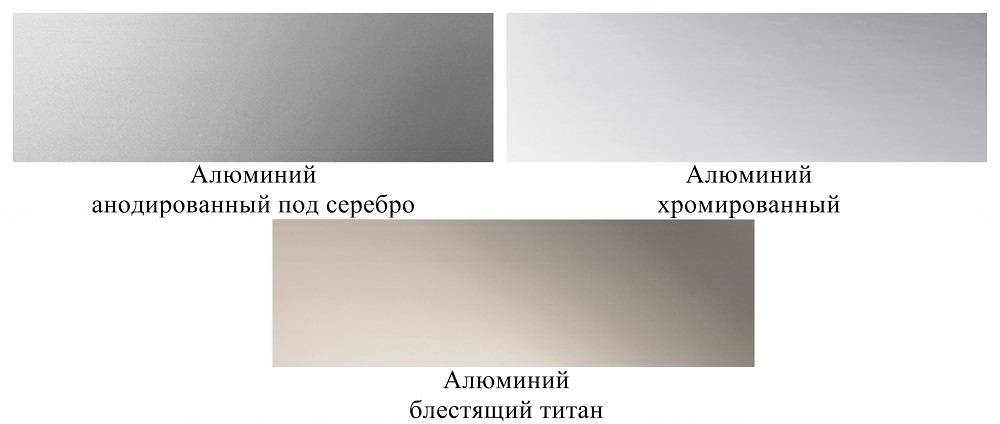
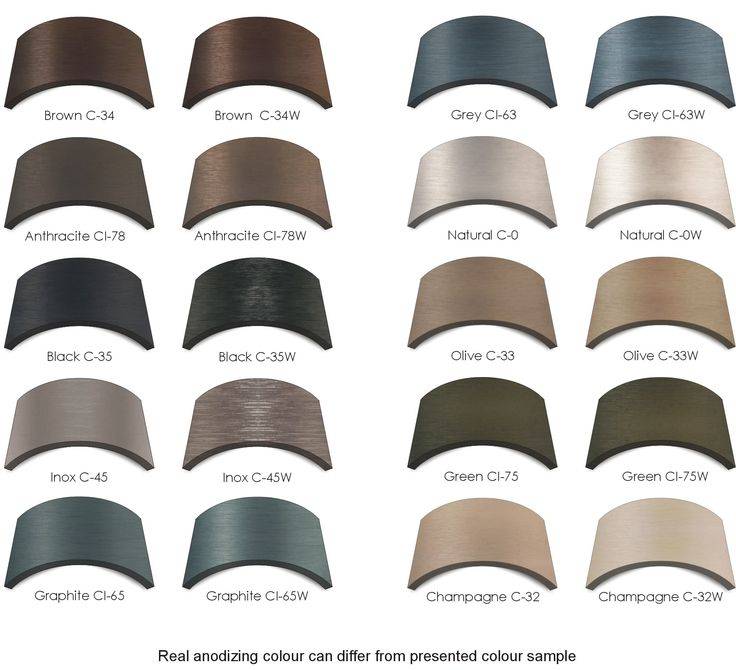
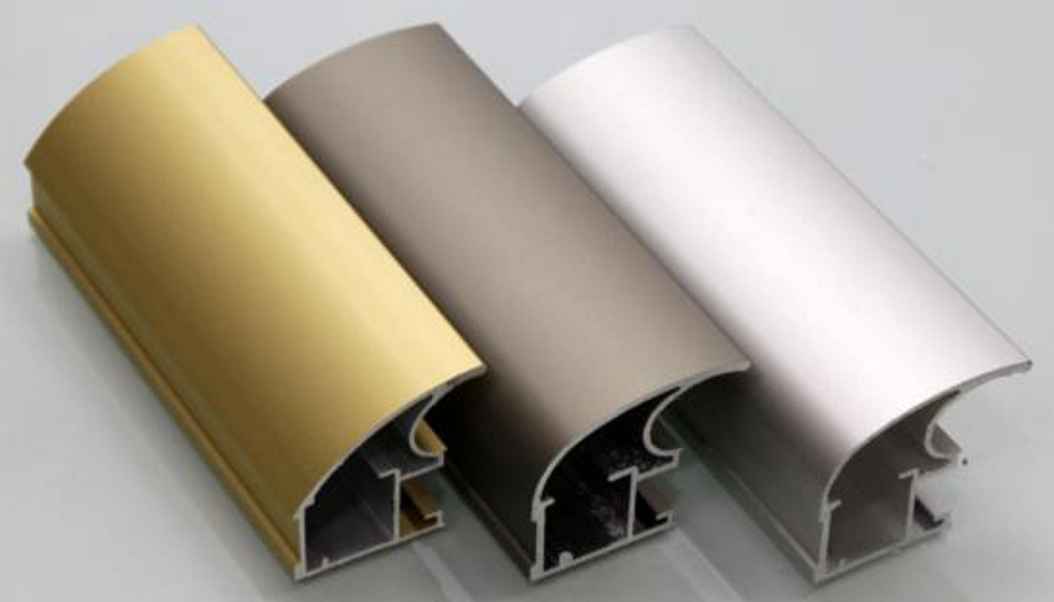
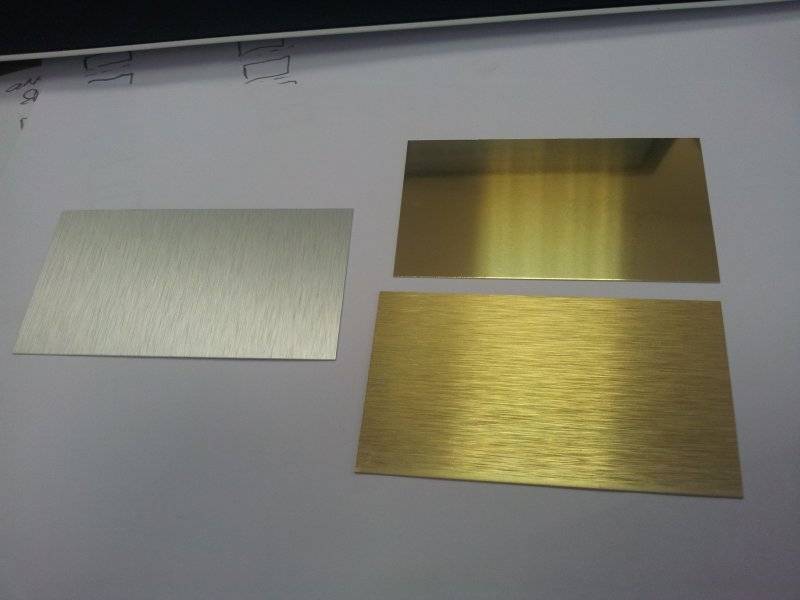
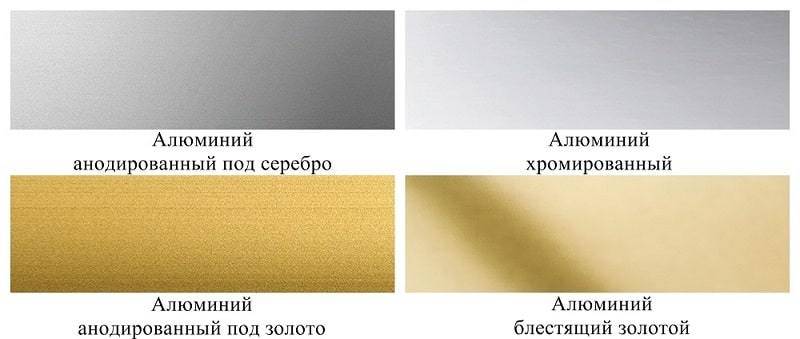
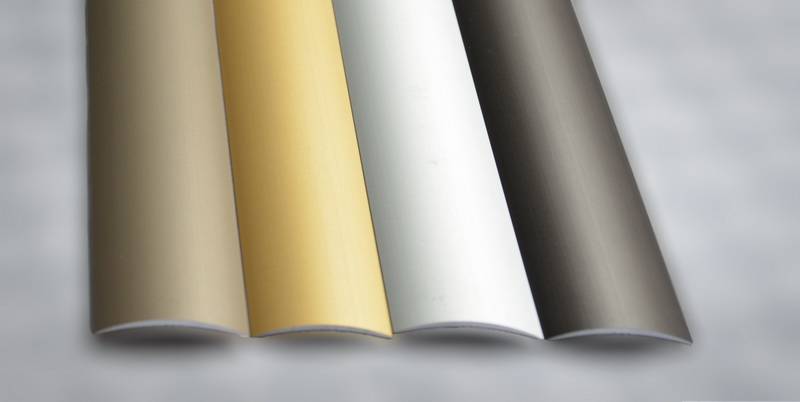
 Анодированный алюминий “под золото” и “под серебро”
Анодированный алюминий “под золото” и “под серебро”
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска. Преимущества анодированного алюминия в архитектуре:
Эстетика
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Коррозионная стойкость
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Долговечность
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Без отслоения
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Без выцветания
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Без пыления
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.








Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
Равномерное покрытие
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
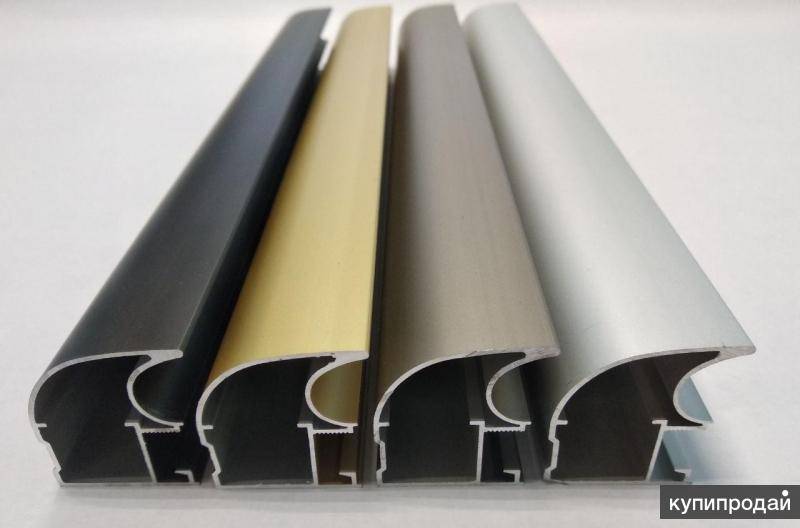
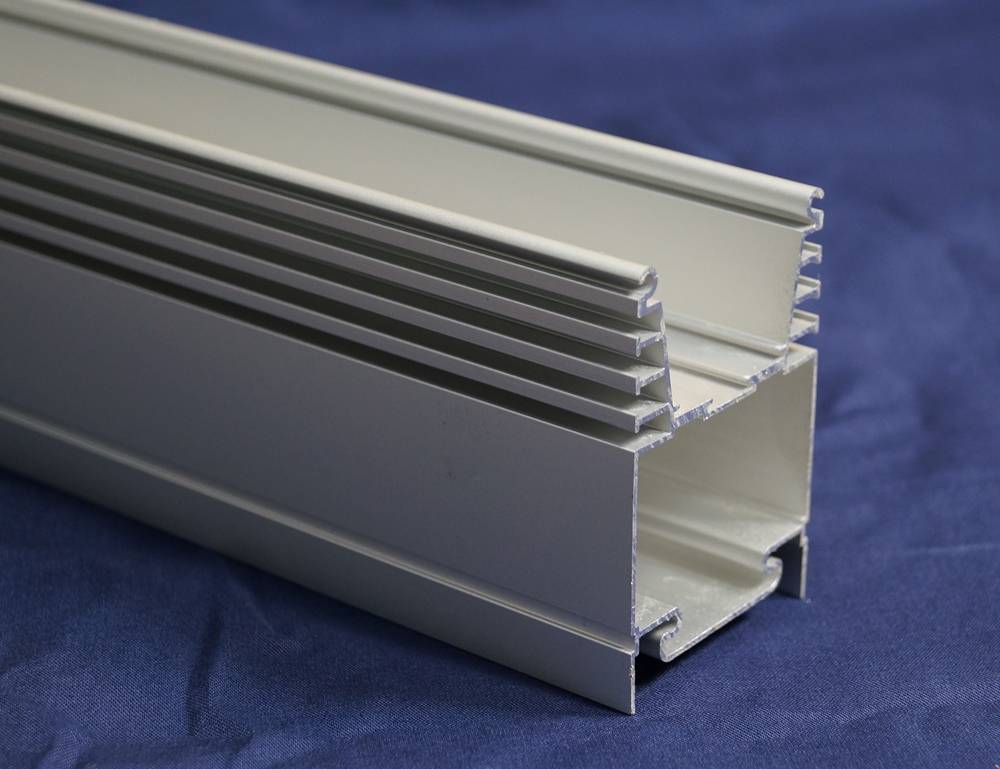
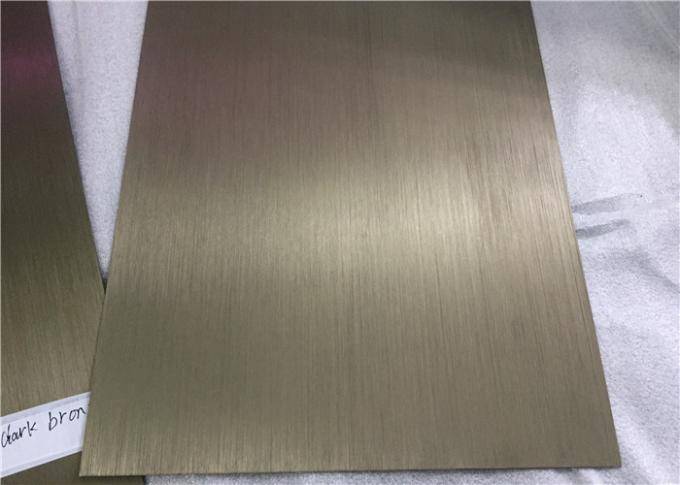
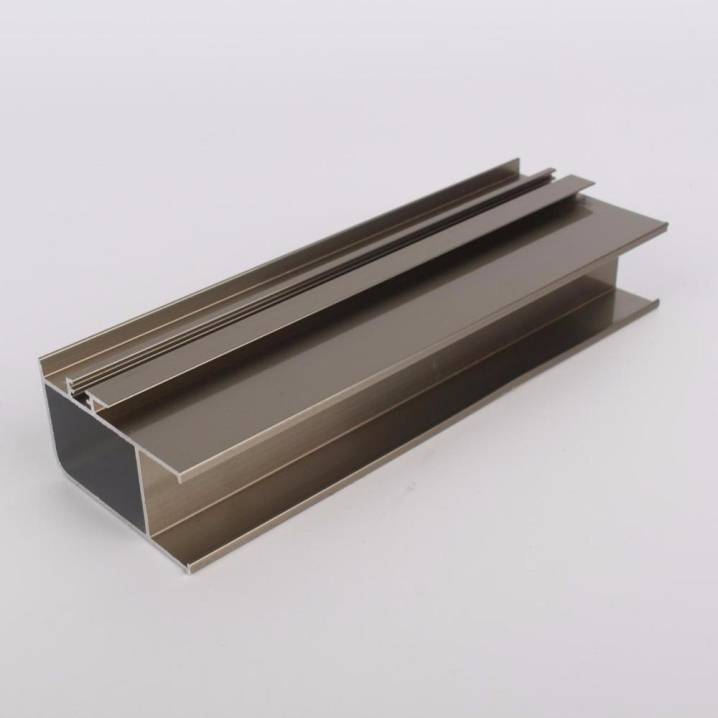
Анодированный алюминиевый профиль с обработкой поверхности, от 450 рублей за кг.
анодированный алюминиевый профиль с обработкой поверхности
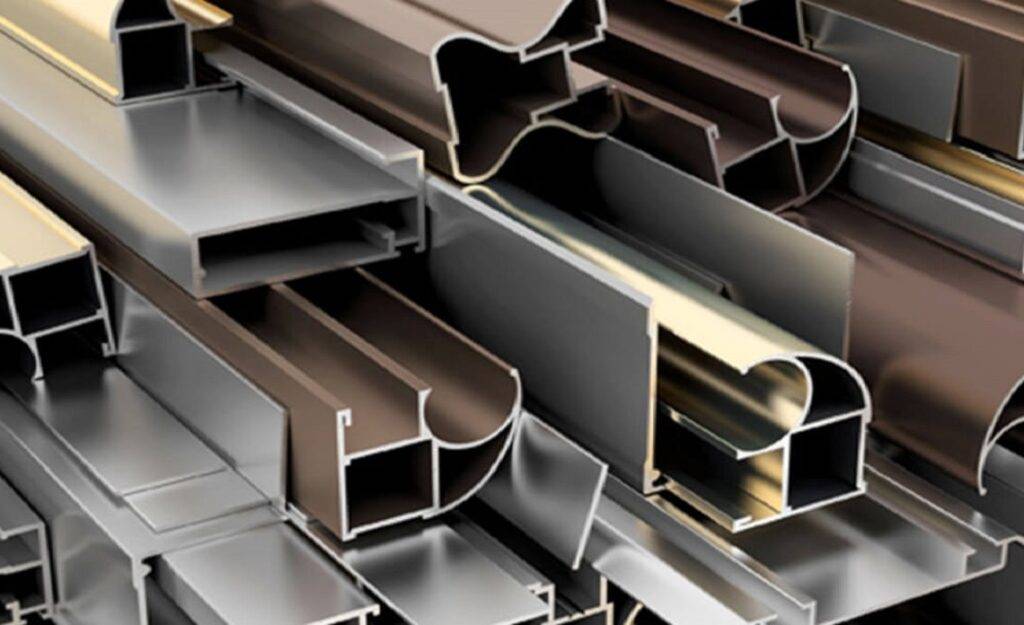
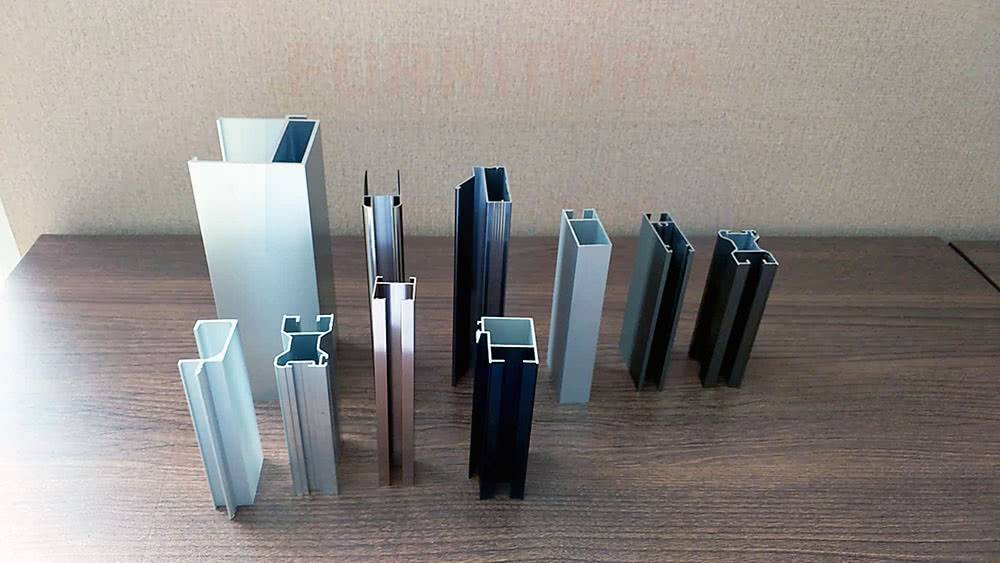
Типы алюминиевых профилей
В настоящее время действуют следующие стандарты EN 12020-2, ЕN 755-9 и ГОСТ 22233-2001, к примеру, весь сортамент алюминиевых профилей подразделяют на полые и сплошные профили, а также П и С-образные или с открытым концом профили.
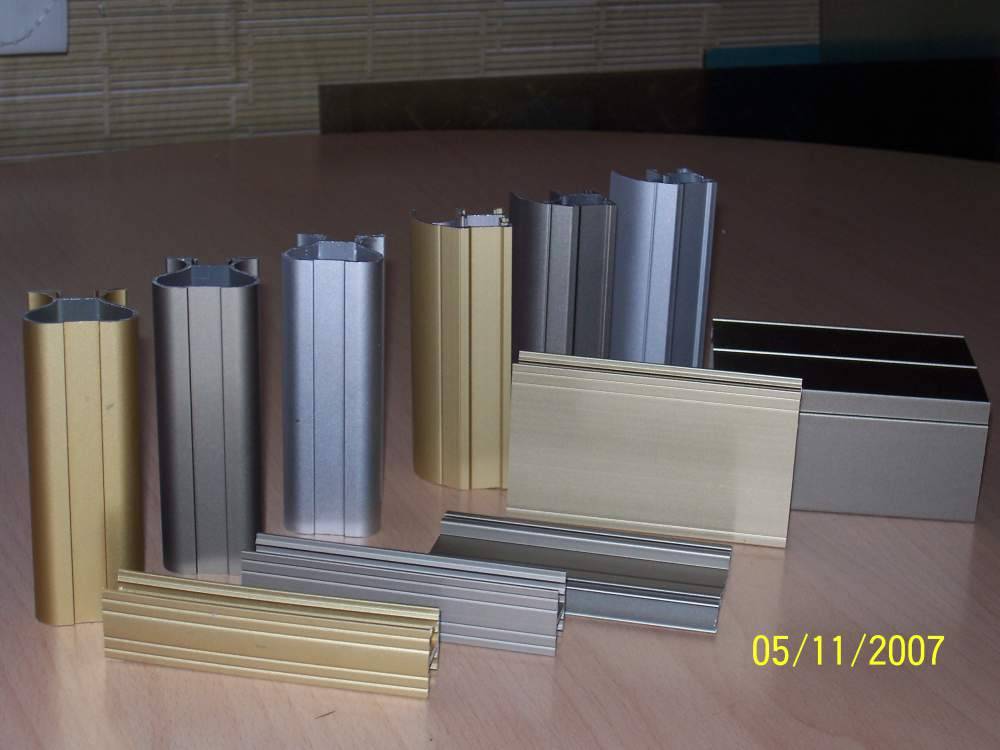
Какие бывают алюминиевые профили
Любой алюминиевый профиль является индивидуальным, то есть обладает индивидуальными характеристиками и свойствами. Данные характеристики и свойства, в первую очередь, должны определяться назначением профиля. Если это декоративный простой профиль, главным предназначением которого является радовать глаз и быть красивым, то главным его свойством считается однородный цвет его декоративного покрытия, анодного или порошкового, хорошее качество поверхности. Если его заданным покрытием является бесцветное матовое анодное покрытие, то должно быть оно действительно матовым. При этом матовость должна быть при взгляде под заданным углом и с заданного расстояния совершенно однородной, без видимых полос и прочих визуальных неоднородностей поверхности. Чтобы все это обеспечить, требуется использовать сплав алюминия с особенным химическим составом, особенную технологию изготовления и особенную технологию обработки поверхности профиля.
Назначение алюминиевого профиля
Анодированный алюминиевый профиль с обработкой поверхности как элемент строительной несущей конструкции нуждается в особом внимании к его механическим свойствам: вязким свойствам, относительному сужению, пределу пластичности, пределу прочности. В данном случае важен выбор правильного сплава, состояния его (термической обработки и степени нагартовки), а также при его изготовлении необходимой прочности размеров
В прочих случаях необходимо во внимание принять такие качества, как теплостойкость, электропроводность, коррозионная стойкость
Алюминиевые сплавы для профилей
Алюминиевые прессованные профили изготавливаться могут из большого числа сплавов в разных состояниях с тем, чтобы полностью удовлетворить критериям различных областей их использования – от бытовых конструкций до космических станций. Как правило, практически все профили из этого металла получают прессованием и лишь весьма немногие – гибкой или прокаткой. Поэтому, как правило, алюминиевые прерванные профили именую просто алюминиевыми профилями.
Алюминиевые полые профили по определению данных стандартов являются профилями, имеющими в поперечном сечении хотя бы одну замкнутую полость.
Сплошными алюминиевыми профилями являются профили, не имеющие замкнутых полостей.
Профили с открытым концом
Открытый конец может быть как у сплошного, так и у полого профиля. Для данных трех категорий ставятся разные критерии по предельным отклонениям геометрических размеров.
Цена алюминиевого профиля
Стоимость такого изделия, как анодированный алюминиевый профиль с обработкой поверхности, связана напрямую с его уровнем сложности. Однако многофункциональные сложные профили из алюминия открывают эффективные технические возможности, и их высокая стоимость оказывается вполне оправданной.
И еще, алюминиевые профили анодировать можно в естественный цвет, окрашивать в любой из цветов порошковым способом, а также имитировать поверхность под дерево.
Внимание! Мы сознательно не указываем цены на продукцию по причине:
- Частого их изменения в связи с нестабильной экономикой;
- Исходя из индивидуального подхода к каждому клиенту;
- Чтобы уберечь наших клиентов от неправильных расчетов.
Что такое анодированный алюминий и как анодируют алюминиевый профиль
Алюминий сам по себе в обычных атмосферных условиях покрывается оксидной пленкой. Это естественный процесс под влиянием кислорода. Практически использовать его невозможно, так как пленка слишком тонка, почти виртуальна. Но было замечено, что она обладает кое-какими замечательными свойствами, которые заинтересовали инженеров и ученых. Позже они смогли получать анодированный алюминий химическим способом.
Оксидная пленка тверже самого алюминия, а значит, защищает его от внешних воздействий. Износостойкость у деталей из алюминия с оксидной пленкой значительно выше. Кроме того, на покрытую поверхность гораздо лучше ложатся органические красители, следовательно, она имеет более пористую структуру, что повышает адгезию





А это очень важно для изделий с последующей декоративной обработкой
Так, инженерные исследования и опыты привели к изобретению способа электрохимического образования оксидной пленки на поверхности алюминия и его сплавов, который получил название анодное оксидирование алюминия, – это ответ на вопрос «что такое анодирование».
Анодированный алюминий очень широко применяется в различных областях. Галантерейные изделия с декоративными покрытиями, металлические оконные и дверные рамы, детали морских кораблей и подводных аппаратов, авиационная промышленность, кухонная посуда, автомобильный тюнинг, строительные изделия из алюминиевого профиля – далеко не полный перечень.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 — голосов
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к “плюсу”) сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится – от круглой до “звездочки”.
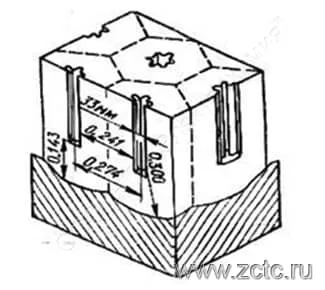
Рисунок 9 – Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов – мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы – зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы – волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.





Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
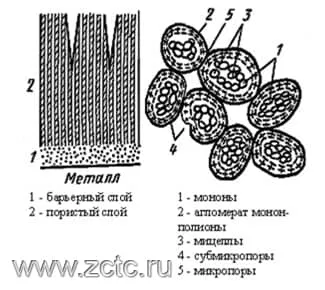
Рисунок 10 – Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких “правильных” покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
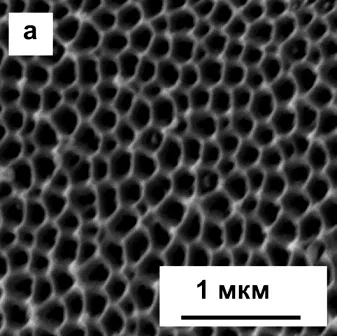
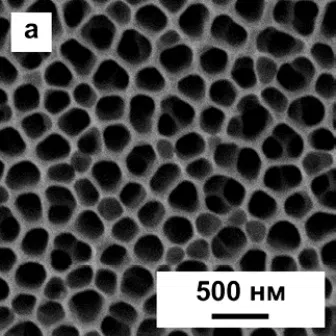
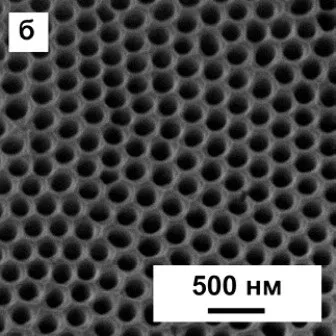
Рисунок 11 – Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более “грязные” варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.
Процесс анодирования алюминиевых профилей
Существует много способов анодирования алюминиевых изделий в зависимости от их размеров. Например, алюминиевые заклепки, можно анодировать насыпью с помощью специального вращающегося барабана. Прессованные алюминиевые профили, которые обычно имеют длину от 6 до 8 м, анодируют на специальных навесках. Конструкция навесок обеспечивает надежное закрепление профилей и плотный электрический контакт для всех профилей. На одной навеске может устанавливаться до нескольких десятков профилей в один, два или более рядов (рисунок 2).
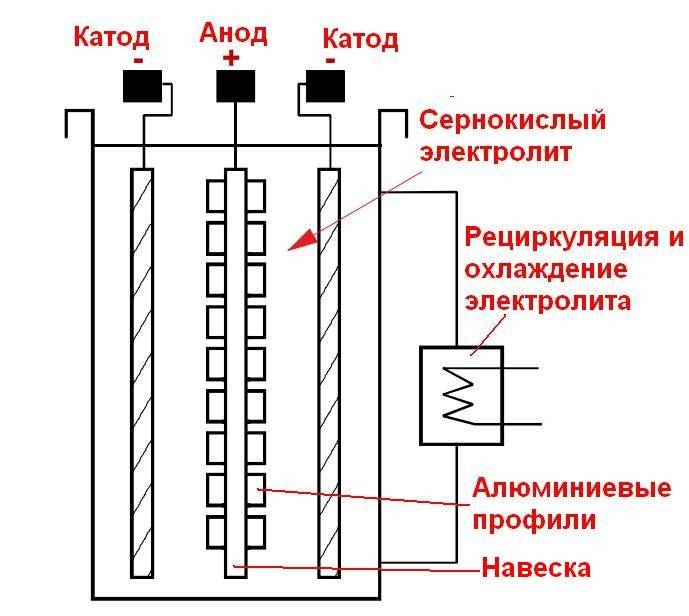
Рисунок 2 – Схема процесса анодирования навески алюминиевых профилей
В качестве источника тока при анодировании алюминия могут применяться источники постоянного или переменного тока, а также их комбинация. В стандартном сернокислом анодировании обычно применяют выпрямители постоянного тока с напряжением 24 вольта.
Методы
Наиболее распространенными методами цветного анодирования являются:
- Электролитическое;
- Адсорбционное;
- Интегральное;
- Интерференционное.
Процедура цветного электролитического анодирования заключается в погружении изделия в кислотный раствор с одной либо несколькими солями металлов. В результате металлы осаждаются в порах алюминия. Состав электролита определяет цвет готового изделия. Интенсивность цвета зависит не от толщины анодного слоя, а от количества металла, осевшего в порах. По своим свойствам это цветное анодирование идентично обычному анодному покрытию. Данный способ используется для фасадных панелей и алюминиевых профилей.
Метод адсорбционного окрашивания применяется с различными красителями. Алюминий с анодным покрытием погружают в водный или спиртовой раствор красителя. От количества краски зависит интенсивность окрашивания. После поглощения красителя выполняют уплотнение.
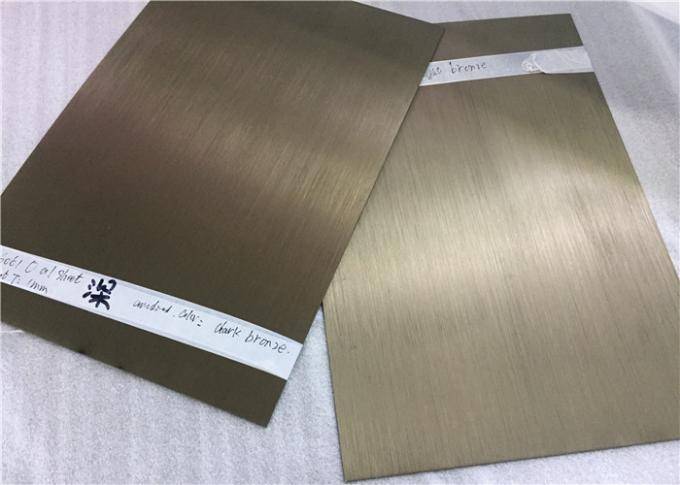
Цветное интегральное окрашивание осуществляется в процессе анодирования. В зависимости от толщины оксидного слоя изделие может приобрести оттенок от светлой бронзы до глубокого черного. Это дорогостоящий метод, поскольку для анодирования применяются сложные кислоты. Неудивительно, почему электролитическое окрашивание заметно потеснило данный тип обработки изделий, используемых в строительстве.
Разновидностью электролитического окрашивания является интерференционное цветное анодирование. Применяя метод оптической интерференции, можно получить широкую гамму цветовых решений. Для увеличения интенсивности цвета после выполнения анодирования алюминия и до электролитического окрашивания проводят обработку покрытия по расширению пор. В данном случае осаждается больше металла, чем при стандартной интерференционной обработке.
Для консультации с квалифицированными специалистами относительно возможности анодирования алюминия в определенный цвет позвоните по нашим телефонам в Москве. Мы располагаем современным оборудованием для выполнения заказов разной сложности и в любом количестве.
Общие сведения об анодном оксидировании (анодировании) алюминия.
Поверхность алюминия и его сплавов ввиду склонности к пассивации постоянно покрыта естественной окисной пленкой. Толщина пленки зависит от температуры окружающей среды и составляет обычно 2-5 нм. Коррозионную и механическую прочность алюминия можно увеличить в десятки и сотни раз, подвергая его электрохимическому оксидированию (анодированию).
Анодирование – это процесс получения из алюминия защитной оксидной пленки. Производится электрохимическим методом в водных растворах. Плотность такого покрытия составляет 2,9-3,8 г/см3, в зависимости от режима получения.
Назначение покрытия – защита изделий от коррозии, увеличение износостойкости, придание декоративного внешнего вида (при наполнении красителями)
Обозначение | Ан.Окс – анодирование без дополнительных требований; Ан.Окс.нв – с наполнением в воде; Ан.Окс.нхр – с наполнением в растворах хроматов; Ан.Окс.(цвет красителя) – с наполнением в красителе, пример – Ан.окс.ч; Аноцвет – цветное анодирование, полученное непосредственно из ванны; Ан.Окс.тв – твердое; Ан.Окс.из – электроизоляционное; Ан.Окс.эмт – эматаль; Ан.Окс.эмт. (цвет красителя) – эматаль с наполнением в красителях, пример – Ан.окс.эмт.ч; Ан.Окс.хр – анодирование из хромовокислого электролита. |
Толщина покрытия | 6-40мкм (для Ан.окс.тв толщина выше) |
Микротвердость (зависит от марки сплава алюминия) | 1960-2450 МПа – Д1, Д16, В95. 2940-4900 МПа – А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа – для эматалиевого покрытия. |
Удельное электрическое сопротивление при 18оC | 1012 Ом⋅м |
Допустимая рабочая температура | 100о C (возможно увеличение при наполнении красителями) |



Анодно-оксидные покрытия разделяют на следующие группы:
- защитные (9-40 мкм) – предъявляются требования только по коррозионной стойкости;
- защитно-декоративные (9-40 мкм) – важна не только коррозионная стойкость, но и внешний вид (сюда же можно отнести цветные и окрашенные покрытия);
- твердые (обычно >90 мкм) – в первую очередь нужна повышенная микротвердость поверхности. Могут также выполнять функцию электроизооляционных);
- электроизоляционные (40-90 мкм) – оценивается величина пробивного напряжения;
- тонкослойные (до 9-15 мкм) – используются, как правило, под окраску, либо для сохранения глянца поверхности после покрытия;
- эматаль.
- покрытия с комбинированными свойствами.


Рисунок 1 – Анодирование металла. Примеры.
Ан.окс.тв – это твердое анодирование алюминия, которое отличается от стандартного покрытия Ан.Окс высокой толщиной и особенностями процесса нанесения. В ряде случаев у твердого покрытия толщина достигает сотен микрометров, тогда как в обычном покрытии она измеряется десятками. Высокая толщина и твердоть Ан.Окс.тв обеспечивает непревзойденную износостойкость поверхности алюминия.
В качестве электролитов применяются:
- Малоагрессивные фосфорная, лимонная, борная кислота;
- Агрессивные серная, сульфосалициловая кислота, хромовый ангидрид.
Анодирование металла всегда идет при повышенном напряжении, чаще всего от 12 до 120 В. Иногда напряжение может достигать огромных для гальваники значений – до 600В.
Выделяющиеся на аноде продукты реакции могут:
- полностью растворяться (покрытие не образуется);
- создавать на поверхности металла прочно сцепленное тончайшее (десятки нанометров) компактное электроизоляционное оксидное покрытие;
- частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни микрометров.
После нанесения пористое покрытие может оставаться “как есть”, уплотняться в воде, либо наполняться. В первом случае покрытие прекрасно подходит под нанесение лакокрасочных материалов и оклеивание. Во втором покрытие сохраняет серебристый цвет и становится более коррозионно-стойким. В третьем случае покрытию можно придать цвет без нанесения лакокрасочных материалов. Подробнее об этом написано в разделе 6.
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.





Твердое анодирование алюминия – это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия – технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое – адсорбационное окрашивание – происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе – электролитическое – оно же черное анодирование алюминия – это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид – интерференционное окрашивание – то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид – интегральное окрашивание – в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного – электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
- архитектурное (строительное) анодирование
- декоративное анодирование
- промышленное анодирование
- твердое анодирование.
Анодные покрытия подразделяется на классы по их толщине:
- минимально допустимая средняя толщина и
- минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
- АА10
- АА15
- АА20
- АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
- АА03
- АА05
- АА10
- АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.





