

Что такое нержавеющая сталь?
Нержавеющая сталь, которую мы в жизни привыкли называть одним простым словом «нержавейка», представляет собой сплав железа с хромом. Именно процентное содержание хрома в железе определяет свойства металла сопротивляться коррозии, чем и обладает, в значительной мере, нержавеющая сталь.

В первый раз о нержавейке стало известно почти два века назад. В далеком 1820 году, Пьер Бертье и Майкл Фарадей совершили научное открытие. Ими было отмечено, что сплав железа с хромом, способен отлично сопротивляться коррозийным процессам, и практически неподвержен кислотной коррозии.

Сегодня нержавеющую сталь принято подразделять на три основные группы:
- К первой группе относится коррозионно-стойкая сталь, которая нашла свое основное применение в бытовых и промышленных условиях;
- Ко второй группе относится жаростойкая нержавеющая сталь, которая, как становится понятно из названия, обладает отменной жаростойкостью. Данный вид нержавеющей стали, получил широчайшее применение в весьма агрессивных химических условиях: на химзаводах, и прочих, подобных объектах;
- К третьей группе относится жаропрочная сталь, которая помимо жаростойкости, обладает также и высокой степенью прочности, при воздействии значительных нагрузок.
Нержавеющая сталь, и её разновидности, получили применение практически во всех сферах человечества. Без нержавейки не обходится строительство и машиностроение, медицина и химическая промышленность.
Факторы, определяющие стойкость металла к коррозии
Чтобы металл не был подвержен коррозии, он должен пройти пассивацию – переход поверхности в неактивное (пассивное) состояние, при котором на ней формируется тонкий защитный слой. Хорошая нержавейка быстро и легко пассивируется при обычных атмосферных условиях – контакте с кислородом из воздуха. Чем больше хрома в составе стали, тем выше ее пассивационная способность и антикоррозионные свойства.
Кроме хрома, легирование стали производят с помощью никеля. Он тоже способствует пассивации, но в чуть меньшей степени. Оба металла придают наивысшую антикоррозионную стойкость, хотя в состав стали могут вводиться и иные элементы: медь, ниобий, молибден. Для усиления защитных свойств любые добавки должны находиться в стандартном состоянии, а при изменении их структуры стойкость к коррозии падает (например, при переходе хрома в форму нитрида, карбида). Это может произойти во время контакта с сильными кислотами: серной, соляной, плавиковой.
Пассивный слой
Под пассивным слоем понимают тонкую оксидную пленку, которая формируется на стали после реакции хрома с кислородом. Она благоприятно воздействует лишь на свойства нержавейки: на обычной стали кислород при взаимодействии с атомами железа провоцирует формирование мелких пор и появление ржавчины. Слой коррозии тоже будет называться пассивным, ведь он реакционно инертен по отношению к окружающей среде.
Технологии изготовления
Производство металлических изделий из нержавеющей стали хорошо налажено на специальных сталелитейных заводах. Продукция изготавливается специалистами только высшего класса. Работа с этим капризным металлом требует особой подготовки и высокого уровня мастерства.
Правильные пропорции для конструкций задает специальная компьютерная программа. На компьютерах, которыми пользуются профессиональные инженеры на заводах, можно увидеть готовую продукцию вразрез, в 3D еще в самом начале пути, когда заказ только обрабатывается мозгом компании.

Изготовление конструкции из нержавейки
Специалисты в инженерной области должны обладать креативным мышлением. Иначе, конструкция может получится невзрачной и может быть отвергнута заказчиком.
Далее идет производственный процесс, который является самым сложным и трудоемким. Технология процесса такова:
- изготовление самой нержавейки;
- сталь разливают в специальные формы, где она проходит процедуру перекатки. На данном этапе металл получает особые качества и свойства. Без прохождения этого этапа сталь будет считаться не обработанной и работать с ней станет сложно;
- затем идет штамповка и выкладывание метала в специально подготовленные чушки. Этот вид работы выполняют не только квалифицированные работники, но и специализированные машины;
- затем ее шлифуют, окрашивают и отпускают в готовом виде заказчику;
Как определить пищевую нержавейку?
Чтобы определить состав нержавеющей стали пищевой и ее пригодность по параметрам коррозионной устойчивости, можно воспользоваться справочником по маркам нержавейки. Если вы располагаете образцом нержавейки неизвестной марки, его пригодность можно проверить, поместив на два-три дня в двухпроцентный раствор уксуса или в рабочую среду. Сталь можно использовать, если образец не потемнеет.
Распространенное мнение о том, что пищевую нержавейку можно определить при помощи магнита, ошибочно. Среди марок пищевой нержавейки встречаются как намагничивающиеся, так и не намагничивающиеся стали. Чтобы определиться с выбором, не стесняйтесь проконсультироваться со специалистом компании, где собираетесь производить закупку нержавейки. Чем лучше вы представляете себе процессы пищевого производства, для которого вам нужна нержавеющая сталь, тем больше у вас шансов сделать правильный выбор.
Устройство фасада из металлокассет (конструкция)
- Кронштейн КК, КР, КН, ККУ, ККП – на выбор (оцинкованные и нержавеющие подсистемы)
- Кронштейн несущий и опорный (алюминиевые подсистемы)
- Профиль несущий Г, П, Z, Т, С (оцинкованные, алюминиевые, нержавеющие)
- Стартовая планка
- “Рустовая” полоса окрашенная (для закрытого типа*)
- Заклёпка окрашенная или саморез окрашенный порошковым покрытием*
- Анкер фасадный 10*80 (*применяется и другой тип анкеров при слабом основании)
- Доборный элемент короба, откосы и отливы, парапетные примыкания из стали*
Любой элемент для устройства фасада из кассеты оцинкованной и любой другой имеет свойства подбираться исходя из заранее разработанной документации. В системе вентфасада есть требования не только к самой подсистеме и утеплению подконструкции, но и определённые тонкости сборки оконных проёмов, устройство коробов на основании АТР и пожарной экспертизы данного типа систем.








Можно определить крепёж для кассеты и с помощью нержавеющих или оцинкованных иклей с салазками или специальных п-образных нержавеющих фиксаторов торца кассет. На самом деле – всё индивидуально в нашем проекте устройства и проектирования для такого типа кассетной облицовки.
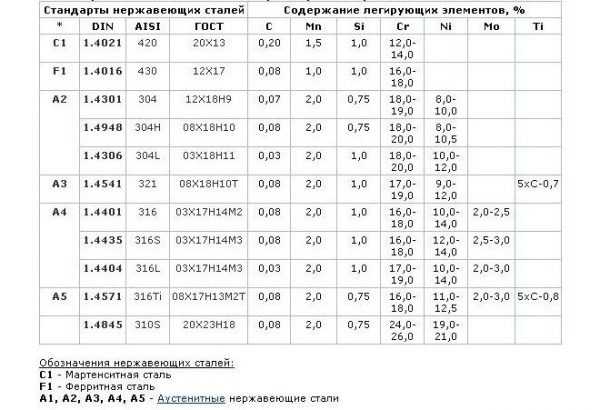
Для чего нужно знать расшифровку марок сталей

Каждому, чья работа связана с металлами, приходилось сталкиваться с понятием «марки стали». Расшифровка маркировки позволяет узнать химической состав, физические свойства сплава. Хотя на первый взгляд маркировка может показаться достаточно сложной, но в ней легко разобраться. Для этого нужно представлять себе принцип ее составления.
Для такого краткого описания сплава используют буквы и цифры, обозначающие химические элементы, их количество
А значит, для грамотной работы со сталями важно знать сами сокращения и как каждый элемент изменяет свойства готового сплава. Тогда удастся предельно точно определить, какими техническими характеристиками обладает определенная марка стали
Получив заказ на изделие, проектировщики разрабатывают конструкцию, а также выбирают наиболее подходящие для конкретного случая марки сталей, опираясь на расшифровки их свойств. Создаваемое устройство должно функционировать в определенных условиях, поэтому оно рассматривается в процессе движения – так удается понять, какие части будут испытывать повышенные нагрузки.
Чтобы установить требования к прочности элементов, производят расчеты. На следующем этапе подбирают металл в соответствии с марками стали по ГОСТу, который сможет выдерживать многократное нагружение и трение. Чем большую нагрузку будет испытывать изделие, тем более ограничен конструктор в выборе материала. Далее изготавливается прототип устройства из выбранного металла, его испытывают в соответствии с используемыми в конкретной сфере методиками. На этом этапе может быть изменена марка стали. Отметим, что чаще всего для изготовления машин, устройств и сложных механизмов используется именно сталь.
Вне зависимости от конкретной сферы, работа с металлами предполагает понимание их марок, назначений и других характеристик, отображаемых в индексе. Благодаря цифрам и буквам, используемым в шифре, удается максимально быстро разобраться в особенностях металла, не требуя дополнительных уточнений. В этой статье изложен основополагающий принцип классификации, а также простой способ чтения маркировок сталей, наиболее распространенных в производстве.
Виды коррозии нержавеющей стали
По типу развития, причине появления и признакам выделяют несколько видов коррозии нержавейки.
Щелевая коррозия нержавеющих сталей
Щелевая коррозия – широко распространенный вид ржавления нержавейки. Она развивается там, где есть небольшой зазор в конструкции, например, когда вода проникает под крепежные элементы внутрь изделия. Второй поверхностью при этом обычно выступает резиновый уплотнитель, прокладка, а порой и металлический элемент.
Механизм формирования щелевой коррозии таков:
- Скопление агрессивных ионов в зазоре, вытеснение кислорода.
- Появление анода в зазоре (материал вне зазора при этом играет роль катода).
- Образование коррозии из-за изменения кислотности среды и электрохимических реакций.

Чтобы предотвратить щелевую коррозию, нужно правильно проектировать конструкции
Важно обеспечивать катодную защиту, которая снизит кислотность, а также улучшать текучесть среды
Общая поверхностная коррозия
Общей коррозией называют равномерное нарушение структуры металла в части поверхностного слоя. Она вызывает разрушение оксидной пленки на большей части изделия или по всей его площади. Обычно причиной является контакт с сильными щелочами, кислотами, соединениями йода, фтора, брома. Главным же «врагом» нержавейки считается хлор – именно поэтому для ее чистки нельзя применять хлорсодержащие моющие средства.
Точечная коррозия (питтинг)
Больше всего питтинговой коррозии подвержены именно нержавеющие стали, а также сплавы на основе алюминия, никеля. В отличие от обычной стали, которая чаще страдает от общей поверхностной коррозии, такие материалы в большинстве случаев покрываются именно питтингами – мелкими дефектами. Локальное разрушение пассивного слоя происходит в таких ситуациях:
- царапание, механическое повреждение;
- местное изменение состава стали;
- точечное воздействие ионов хлора, серы, галогенидов;
- повышение температуры.

Точечное ржавление считается самым распространенным среди разных видов нержавейки. Из-за него в баках появляются дырки, в трубах, резервуарах – мелкие трещинки. Обычно их диаметр составляет не более 1 мм, при этом глубина может быть значительной – в этом состоит коварство данного явления. Как и в случае со щелевой коррозией, в роли анода будет выступать конкретный питтинг, а катодом станет остальная (неповрежденная) поверхность. Добавление молибдена к нержавеющей стали при ее производстве увеличивает стойкость изделий к точечной коррозии.










Интеркристаллическая коррозия
У такого процесса есть еще одно название – межкристаллитная коррозия нержавеющих сталей (МКК). Она возникает при резком повышении температуры, что случается, например, при сварке. Ржавление начинается, если при участии нагрева вдоль границ зерен проступает карбамид хрома, то есть структура этой легирующей добавки кардинально меняется. Для ферритной стали достаточная температура для формирования очагов коррозии равна +900 градусам, для аустенитной стали – +450 градусам.

Контактная коррозия
Данный вид коррозии развивается при прямом контакте разнородных металлов друг с другом под действием электролитов. К примеру, такое случается при состыковании разных металлических изделий в агрессивной токопроводящей среде – морской воде. В результате сталь локально портится, а менее благородные металлы могут и вовсе раствориться.
Советы по эксплуатации и уходу
Кастрюли из пищевой нержавейки непритязательны в уходе и не требуют сложной предварительной подготовки, как чугунные без покрытия, но рекомендаций производителей лучше придерживаться.
Изделия из нержавеющей стали нельзя чистить абразивными порошками и жесткими мочалками – это нарушит полировку и приведет к царапинам. И если на потребительские свойства царапины не повлияют, внешний вид испортится.
Пользоваться посудомоечной машиной можно, если такое разрешение дал изготовитель. Нельзя выбирать для мытья средства с хлором и аммиаком. Если пища пригорела, нужно налить теплую воду с моющим раствором или солью и оставить, чтобы пригоревшее отошло.
Во время готовки не добавляйте соль в холодную воду и бульоны. Это приводит к появлению пятен. Приготовленное лучше перекладывать в стекло или эмалированные емкости.
Покупайте кастрюли из нержавеющей стали в упаковках с инструкциями и сопроводительными документами, подтверждающими качество. Если производитель не указал состав и марку сплава, не стоит делать выбор в пользу товара.
Применение
Перечисленные преимущества способствуют удержанию лидирующих позиций на рынке металлопроката. Антикоррозионные сплавы являются незаменимым материалом в тяжелом машиностроении, энергетической, нефтегазовой и сельскохозяйственной сферах.
Материал востребован в следующих областях народного хозяйства:
- Строительство, архитектура;
- производство оборудования, инструментов медицинского назначения;
- целлюлозно-бумажное производство;
- пищевая промышленность;
- транспортное машиностроение;
- химическая промышленность;
- электроэнергетика и электроника;
- производство бытовой техники и предметов домашнего хозяйства.
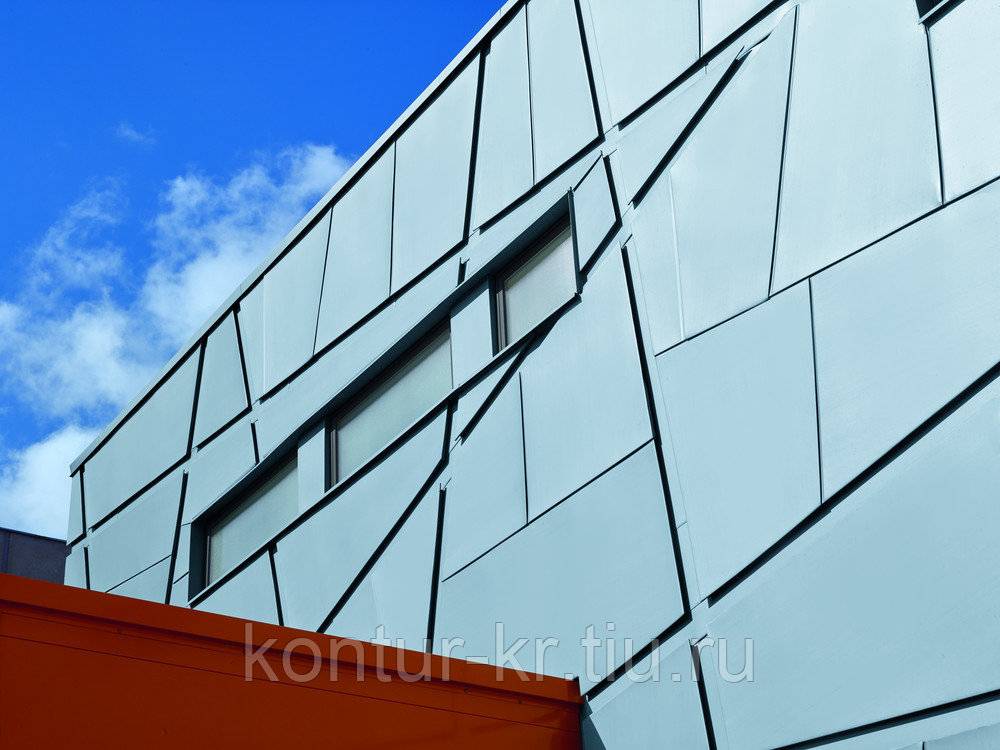
Декоративные качества нержавеющих металлов и высокий уровень антикоррозионных свойств дают возможность использовать изготовленные из них детали и элементы для фасадов, рекламных установок, витрин, фонтанов. Из легированного материала изготавливают перила, двери, лестницы, лифты.
Применение жаропрочных сталей
Легированные металлы, устойчивые к высоким термическим нагрузкам, используются для производства труб, изготовления деталей, составных частей машин, агрегатов, промышленного оборудования. В этот список входят:
- детали термических печей;
- детали конвейерных лент транспортеров печей;
- установки для термообработки;
- камеры сжигания топлива;
- моторы, газовые турбины;
- аппараты для конверсии метана;
- печные экраны;
- выхлопные системы; нагревательные элементы.
Жаропрочный нержавеющий металл – лучший материал для производства деталей и механизмов, эксплуатация которых будет проходить в агрессивных средах, при повышенных температурах.

Как бороться с коррозией нержавеющей стали?
В первую очередь, сталь должна храниться и изготавливаться по особой технологии. На металлургических заводах должны соблюдаться все требования, относящиеся к эксплуатации нержавейки. Должны предотвращаться ситуации, в ходе которых частицы нелегированного металла могут попасть на нержавеющую сталь.
В целях защиты нержавеющей стали от коррозии требуется исключить близкий контакт стали с обычным металлом. Это правило касается и других инструментов, применяемых для изготовления деталей. Запрещено использовать металлическую щетку для зачистки поверхности необработанного металла на легированной стали.
Использование нержавеющей стали в соляной и серной кислоте приводит к образованию ржавчины, следовательно, необходимо исключить применение сплава в агрессивных средах.
Также для защиты нержавейки от коррозии следует добавлять в сплав легирующие компоненты, это повысит антикоррозийные свойства стали. Чем больше их процентное содержание, тем выше стойкость к коррозии.
Не рекомендуется также использовать хлорсодержащие средства для обработки и чистки поверхности.
Металлокассеты для фасада размеры
Размеры металлокассеты могут быть индивидуальные и заводские, причём это зависит от выбранного заранее варианта конструктива закрытого или открытого типа изделия по типу его установки. В открытом креплении видно саморезы – это далеко не всех устраивает в плане эстетики такого фасада. Также изделие и его заготовка может иметь перфорированные типы и узоры на лицевой части.










Размеры стоит запросить у завода-изготовителя заранее перед проектированием раздела АР – при разработке проектной документации на кассету любого типа. Мы производим более 7 стандартных размеров кассет, которые можно выполнить с экономией при их установке.
Декоративный нержавеющий лист
Декоративные листы из нержавейки изготавливаются толщиной от 0,4 мм до 1,5 мм, имеют раскрой 1,25*2,5 м, бывают матовые, зеркальные и шлифованные. На поверхности декорированного листа нанесены рисунки различной текстуры:
 |  |  |
| кожа – маркировка DECO 8 | лен — маркировка DECO 9 | изморозь — маркировка DECO 1 |
Также бывает рисунок с узором или листы определенного цвета (черный, золото, бронза).
Широко применяются в различных сферах:
- Облицовка входных групп помещений
- Отделка лифтов
- Отделка стен
Кроме того, что это декоративный элемент конструкции, несущий эстетический вид в интерьере, декоративная нержавейка это и защитное покрытие.
Где купить нержавеющий лист для отделки и облицовки? Компания Сталь—Инвест – профессиональный партнер в поставках нержавеющей стали. Мы предлагаем исключительную по качеству продукцию и по приемлемой цене. Наши специалисты подберут вам нужную продукцию, ориентируясь на вашу задачу из ассортимента товаров раздела нержавеющего проката.
Источник
Классификация
По химическому составу нержавеющие стали делятся на:
Различают аустенитные нержавеющие стали, склонные к межкристаллитной коррозии, и стабилизированные — с добавками Ti и Nb. Значительное уменьшение склонности нержавеющей стали к межкристаллитной коррозии достигается снижением содержания углерода (до 0,03 %).
Нержавеющие стали, склонные к межкристаллитной коррозии, после сварки, как правило, подвергаются термической обработке.
Широкое распространение получили сплавы железа и никеля, в которых за счёт никеля аустенитная структура железа стабилизируется, а сплав превращается в слабо-магнитный материал.
Мартенситные и мартенсито-ферритные стали
Мартенситные и мартенситно-ферритные стали обладают хорошей коррозионной стойкостью в атмосферных условиях, в слабоагрессивных средах (в слабых растворах солей, кислот) и имеют высокие механические свойства. В основном их используют для изделий, работающих на износ, в качестве режущего инструмента, в частности, ножей, для упругих элементов и конструкций в пищевой и химической промышленности, находящихся в контакте со слабоагрессивными средами. К этому виду относятся стали типа 30Х13, 40Х13 и т. д.
Ферритные стали
Эти стали применяют для изготовления изделий, работающих в окислительных средах (например, в растворах азотной кислоты), для бытовых приборов, в пищевой, легкой промышленности и для теплообменного оборудования в энергомашиностроении.
Ферритные хромистые стали имеют высокую коррозионную стойкость в азотной кислоте, водных растворах аммиака, в аммиачной селитре, смеси азотной, фосфорной и фтористоводородной кислот, а также в других агрессивных средах. К этому виду относятся стали 400-й серии.
Аустенитные стали
Основным преимуществом сталей аустенитного класса являются их высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред) и хорошая технологичность. Поэтому аустенитные коррозионностойкие стали нашли широкое применение в качестве конструкционного материала в различных отраслях машиностроения. Теоретически изделия из аустенитных нержавеющих сталей при нормальных условиях — немагнитные, но после холодного деформирования (любой мехобработки) могут проявлять некоторые магнитные свойства (часть аустенита превращается в феррит).
Аустенито-ферритные и аустенито-мартенситные стали
Аустенито-ферритные стали
Преимущество сталей этой группы — повышенный предел текучести по сравнению с аустенитными однофазными сталями, отсутствие склонности к росту зёрен при сохранении двухфазной структуры, меньшее содержание остродефицитного никеля и хорошая свариваемость.
Аустенито-ферритные стали находят широкое применение в различных отраслях современной техники, особенно в химическом машиностроении, судостроении, авиации. К этому виду относятся, стали типа 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т.
Аустенито-мартенситные стали
Потребности современной техники в коррозионностойких сталях повышенной прочности и технологичности привели к разработке сталей мартенситного (переходного) класса. Это стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.









Сплавы на железоникелевой и никелевой основе
При изготовлении химической аппаратуры, особенно для работы в серной и соляной кислотах, необходимо применять сплавы с более высокой коррозионной стойкостью, чем аустенитные стали. Для этих целей используют сплавы на железноникелевой основе типа 04ХН40МТДТЮ и сплавы на никельмолибденовой основе Н70МФ, на хромоникелевой основе ХН58В и хромоникельмолибденовой основе ХН65МВ, ХН60МБ.
Металлические фасадные кассеты что это такое
В последнее время большую популярность, как разновидность вентилируемых облицовок для фасадов зданий, завоевывают фасадные кассеты или как их еще называют – металлокассеты.
Касеты фасадные представляют собой прямоугольные или квадратные металлические конструкции из листовой стали с загнутыми по бокам краями в форме тонкой коробки.
Крепятся к фасаду посредством заклепок или саморезов. Изготовленные из листовой оцинкованной стали, кассетные фасады находят широкое применение при монтаже навесных конструкций, предназначенных для различных типов сооружений.
Кассетный фасад – характеристики материала
Востребованность фасадных кассет объясняется высокими параметрами материала:
- отличное качество
- оптимальный размерный ряд
- разнообразие крепежных деталей
- постоянство параметров каждой кассеты
- возможность использования для наружных поверхностей и внутренней отделки
Невзирая на высокие цены, сравнительно новая облицовка все же пользуется большим спросом среди строителей.
После реставрации объектов с использованием этого покрытия возрастает их реализационная стоимость. Внешний вид обновленного здания заметно выигрывает.
Размеры фасадной кассеты, имеющей точные технические расчеты, позволяют качественно и эффективно проводить монтажные работы, избегать подгонки при облицовке старых стен, имеющих неровности и дефекты.
Фасадные стальные кассеты, обладают разноцветным покрытием, изготовленным из современных полимерных смесей, что позволяет воплощать смелые дизайнерские проекты.
К преимуществам фасадной облицовки можно отнести и высокую антикоррозийность, не восприимчивость к негативным факторам окружающей среды.
Изготовление фасадных кассет происходит в производственных условиях с применением высоких технологий (по принципу закрытого цикла) и импортного современного оборудования. Если в двух словах, то производство представляет собой штамповку стального листа, имеющего толщину 0,5-1,5 мм. В результате получаются профилированные коробочные формы. Контроль качества происходит после каждой операции.
Монтаж фасадных кассет – технология крепежа
На практике доказано, что фасад из металлокассет отличается целостностью комплектующих частей и предполагает прекрасную облицовку поверхности всего здания. Разнообразны и детали крепежа – от костылей, уголков и откосов до наличников, нащельников и профилей. Благодаря такому арсеналу крепежного материала получается замечательный конечный результат.
Монтаж фасадных кассет осуществляется двумя способами. Первый – это видимый крепеж, подразумевающий крепление элементов с отогнутыми боковыми поверхностями, в которых имеются отверстия. Они присоединяются к панели при помощи шляпного профиля саморезов. Это более простой способ. И второй антивандальный – это скрытый крепеж, для которого используются кассеты модернизированной конструкции (как правило, используют для наружной облицовки фасада дома).
Фасадные кассеты – бесшовный скрытый крепеж
Принцип бесшовного скрытого крепежа заключается в том, что наружная поверхность отогнута вверху металлокассеты и имеет специальную кромку, предназначенную для сцепки с ниже идущей фасадной кассетой.
Первый ряд берет начало с левого нижнего угла посредством зацепления низа каждой кассеты за первоначальную рейку. Крепление происходит через край верхних отверстий. Последующие ряды прикрепляются низом к верху ряда, стоящего перед ним и т.п. Таким образом, при помощи этого набора элементов выполняется скрытый монтаж различных поверхностей.
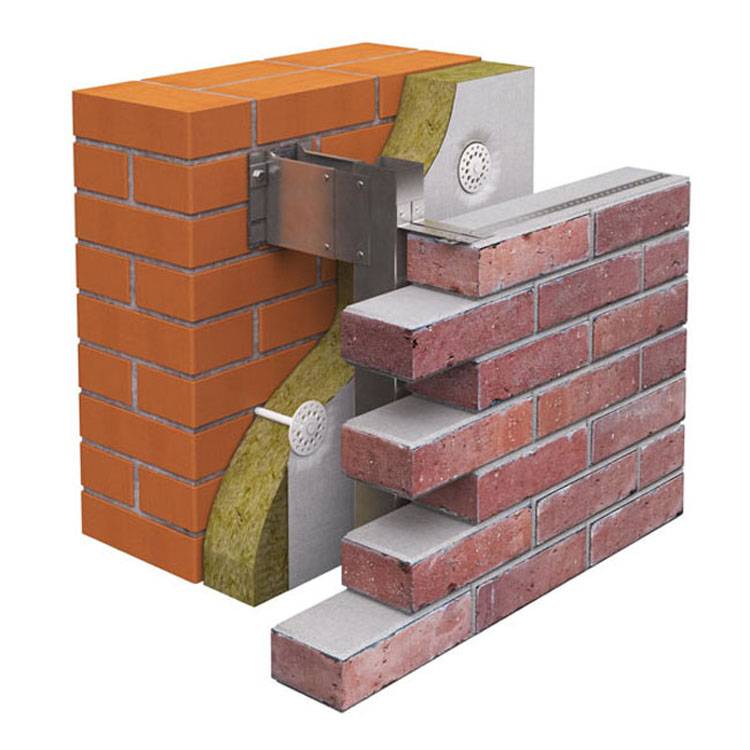
Фасадные металлокассеты представляют собой вентилируемое навесное сооружение, имеющее слои крепежных профилей, расположенных горизонтально, которые кронштейнами устанавливаются на основной стене.
Изоляция, содержащая минеральную вату, служит прослойкой между ними. Минвату покрывает слой мембраны, предохраняющей от проникновения влаги и ветров. Этот «бутерброд» закрепляет тарельчатый дюбель.










К профилю Г-образной формы прикрепляется шляпный профиль, высота которого образует расстояние, обеспечивающее вентиляцию внутри кассеты.
Монтаж фасадных кассет
Описание
Конструкцию вентилируемого фасада из нержавеющей стали можно разделить на три части:
- Подсистема.
- Утеплитель и ветрозащита.
- Облицовка.
Подсистема
Несущая часть конструкции, которая воспринимает статические нагрузки от утеплителя и облицовки, а также динамические от ветра, снега, дождя, землетрясения, температурных деформаций. В состав подсистемы входят:
- Каркасные несущие профили. Выпускаются нескольких видов: П-образные, Г-образные, Z-образные, Т-образные. Форма сечения влияет на несущую способность и область применения профиля. Например, для устройства каркаса малоэтажного здания применяется Г или Т-образные профили. Если конструкция ответственная и обшивается тяжелым натуральным или искусственным камнем, то для каркаса используется П-образные профили.
- Кронштейны из нержавеющей стали выпускаются в обычном и усиленном варианте. Обычные кронштейны используются для крепления легких элементов. Усиленные кронштейны применяются для монтажа тяжелых элементов.
- Кляймеры. Применяются для крытого монтажа элементов облицовки.
- Доборные элементы. Устанавливаются в места стыков каркасных профилей для декорирования внешних и внутренних углов здания.
- Метизы и анкера. Служат для крепления кронштейнов на стену и соединения между собой частей подвесного фасада из нержавеющей стали.
Утеплитель и ветрозащита
Утеплитель играет роль барьера, который сохраняет тепловую энергию внутри здания. Для устройства вентилируемых фасадов из нержавеющей стали применяется минеральный утеплитель, а точнее плотная минеральная вата. В некоторых подвесных системах толщина теплозащиты достигает 400 мм.
https://youtube.com/watch?v=6mUI4pW1jXY
Ветрозащита или пароизоляция отсекает влагу от утеплителя. Современные пароизоляционные материалы состоят из мельчайших мембран, которые выпускают влагу наружу, но не дают ей попасть внутрь подвесной фасадной системы.
Облицовка
Экран и лицо фасада. Кроме защитных функций облицовочный материла должен украшать фасад, придавать ему индивидуальность. Для облицовки фасадов на каркасе из нержавеющей стали используется много видов материала, от металла до натурального камня:
- Керамический гранит с открытым способом крепления.
- Керамический гранит со срытым способом крепления.
- Кассеты из нержавеющей стали и композитов со скрытым способом крепления.
- Фиброцементные панели на скрытом и открытом креплении.
- Натуральный камень на скрытом креплении.
- Терракотовые панели со скрытыми крепежами.
- HPL-панели открытого и закрытого крепления.
- Фасадные плитки «кирпичная кладка» скрытого способа крепления.
 На систему из нержавейки можно навесить действительно тяжелую облицовку
На систему из нержавейки можно навесить действительно тяжелую облицовку
Некоторые облицовочные материалы, представленные выше, рекомендуется монтировать на каркас из нержавеющей стали из-за их большого веса.
Основные элементы дымоходов из нержавейки и их свойства
Чтобы облегчить монтажные работы производители сэндвич дымоходов разработали модульные системы, которые можно установить в любом месте дома, даже в непредусмотренном месте, например, по фасаду. Трубы имеют различную длину. В основном 33 см, 50 см и 100 см. Прямые секции могут соединяться с коленами и тройниками. Колена это поворотные элементы, которые изготавливаются под разными углами. В основном угол поворота равен 45 или 90°.
Колена 45° — это сварка двух труб под углом 45°. Этот элемент применяется, чтобы изменить угол дымохода. Может использоваться как в вертикальном, так и в горизонтальном сечении. Применение колен позволяет провести прямые участки сэндвич дымохода между деревянными балками перекрытия или стропилами крыши.
Для проверки состояния внутренней трубы предусмотрена ревизия или другими словами чистка. Она монтируется под вертикальной трубой внизу над конденсатоотводчиком. Дымоход крепится хомутами к фасаду на дюбелях.
Электрохимическое оксидирование
Электрохимическое оксидирование нержавеющих сталей способ, который нашел широкое распространение в промышленности. Заключается он в том, что детали подвешиваются на специальные держатели. На этом приспособлении они опускаются в раствор с щелочью, после чего ванна, в котором он находится, присоединяется к отрицательному катоду. Детали подсоединяются к положительному аноду. При пропускании постоянного тока, согласно курсу физики, происходят процессы электролиза, сопровождающиеся повышением температуры. Скорость нанесения и толщина появляющейся пленки зависит от множества факторов. Основные влияющие факторы:
- Плотность протекающего тока.
- Электропроводность раствора, в который помещены детали
- Температура электролита
- Геометрия и конфигурация детали
Сложная геометрия, острые углы, изогнутые формы в контурах детали приводят к различию потенциалов, возникающих на поверхности нержавеющей стали и соответственно приводят к разности толщин пленки. Для таких деталей целесообразно использование предыдущего метода оксидирования.
Почему ржавеет нержавейка? Причины коррозии нержавеющей стали
Возникновение ржавчины на нержавеющей стали ставит в ступор многих людей. Если материал носит название «нержавеющая сталь», то почему же нержавейка может окисляться, темнеть, чернеть и ржаветь? На самом деле, при неправильной обработке детали или при нарушенной эксплуатации, ржавчина может появиться даже на самой качественной нержавеющей стали.
Если в составе нержавейки не больше 10% хрома, то исключить появление коррозии практически невозможно. Даже на поверхности аустенитной стали, в которой находится 20% хрома и 8% никеля, может образоваться ржавчина. Для того чтобы продлить срок службы детали из нержавеющей стали, необходимо понять, как правильно пользоваться материалом и исключить возникновение дефектов структуры.





