

Размеры вагонки
В первую очередь требуется подобрать нужный размер необрезанной доски. Нужная длина устанавливается, опираясь на среднюю длину тех досок, которые есть в вашем распоряжении, и от требующейся длины. Вагонку длиною более двух метров крайне тяжело обрабатывать, в связи с этим такого рода длина экономически невыгодна. Но по большому счету любая длина может быть использована с толком.
Самая незатейливая с виду доска, которая иногда отправляется прямиком в мусор, может преобразиться в прекрасный паркет, сделанный своими руками. Он убережет ваш карман от лишних затрат и будет радовать ваш глаз не хуже приобретенного в магазине. Затем необходимо определить ширину вагонки. При узенькой доске вагонка выйдет широкая, то есть одна вагонка – одна доска. При широкой доске – две узенькие вагонки.
Многие специалисты утверждают, что использование вагонки шириной в семь – десять сантиметров в разы практичнее. Не стоит забывать и о том, что вагонка, которую вы используете, должна быть одинаковой по ширине.


Порядок производства работ
Перед тем, как сделать вагонку своими руками, подсчитывают объем необходимых материалов. Для определения объема работ вычисляют размеры помещения. Площадь отделки панелями вычисляют по площади всех поверхностей. В зависимости от высоты потолка и линейных размеров определяют ширину доски.
Правильность вычислений проверяются повторными замерами. Точность измерения влияет на эффективность использования сырья.
Для изготовления вагонки своими руками используют обрезные доски одинаковой ширины и толщины. Исходный пиломатериал может быть покупной либо изготовленный своими руками.
Для приобретения выбирают доски высшего сорта. Такой пиломатериал обладает наименьшим количеством сучков и смоляных карманов.
Длина заготавливаемых изделий может варьироваться от 1 до 3 метров.

При изготовлении вагонки используют мощные лесопильные станки. Для разового использования промышленное оборудование целесообразно взять в аренду.
Для домашнего использования выгодно приобрести станок с двухсторонним рейсмусом. Для выравнивания поверхности изделий используют фуговальный станок.
Вагонка своими руками выполняется в следующем порядке:
- Распиливание доски;
- Фугование поверхности;
- Нарезка элементов профиля.
Распиливание доски
Изготовление вагонки ведут с использованием дисковой пилы с большими зубьями. Перед началом работ проверяют надежность закрепления пилы и запорных устройств. При необходимости проводят закрепление детали до необходимого уровня.
После проверки надежности закрепления всех деталей и узлов включают прибора
Осторожно заводят торец доски между направляющими роликами. Плавными движениями подводят торец к доске
Заготовку распиливают на необходимое количество досок.

Остатки от распила досок можно использовать для изготовления реек или брусков для обрешетки.
Заготовленный материал складывают в штабеля в заранее установленное место. Между рядами сложенных досок укладывают деревянные прокладки. Использование прокладок ускорит высыхание досок с повышенной влажностью.
Для получения качественной поверхности величина нажима и количество проходов должны быть одинаковыми для всех изделий.
Для автоматизации процесса фугования используют прижимные устройства с регулируемой силой надавливания. Такие устройства делают самостоятельно либо приобретают в специализированных магазинах.
Перед нарезкой элементов профиля проверяют работу всех закрепительных и направляющих механизмов. При использовании фрезерных насадок проводят регулировку резцов по толщине доски и уровню заглубления режущих кромок в древесину.
Помните! Использование некачественных материалов при изготовлении элементов станочного оборудования влияет на безопасность работ.
При использовании дисковой пилы производят тщательную регулировку угла наклона диска. После регулировки режущих механизмы надежно закрепляют. Для обеспечения равномерного прохода по длине и получения правильного профиля обязательно используют упоры.








Полное описание того, как изготавливается вагонка своими руками, вы можете увидеть на этом видео.
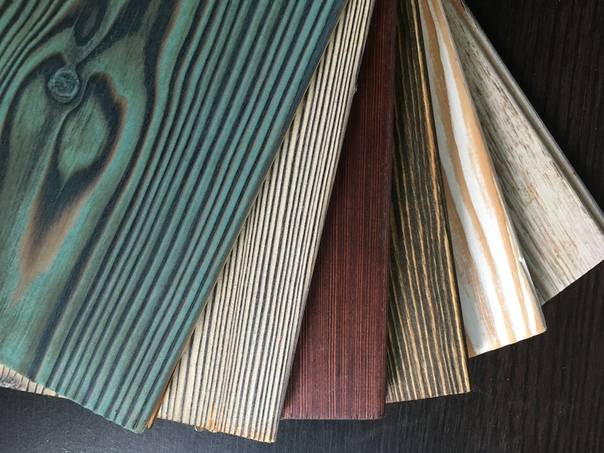
3 способа термического состаривания древесины
Если на верхний слой древесины воздействовать открытым огнём, то за короткий промежуток времени можнополучить результат, похожий на многолетнее разрушение
Процесс обжига быстрый ине сложный, но требующий осторожности
В зависимости от назначения древесины пользуются разными способами обжига.
Способ №1
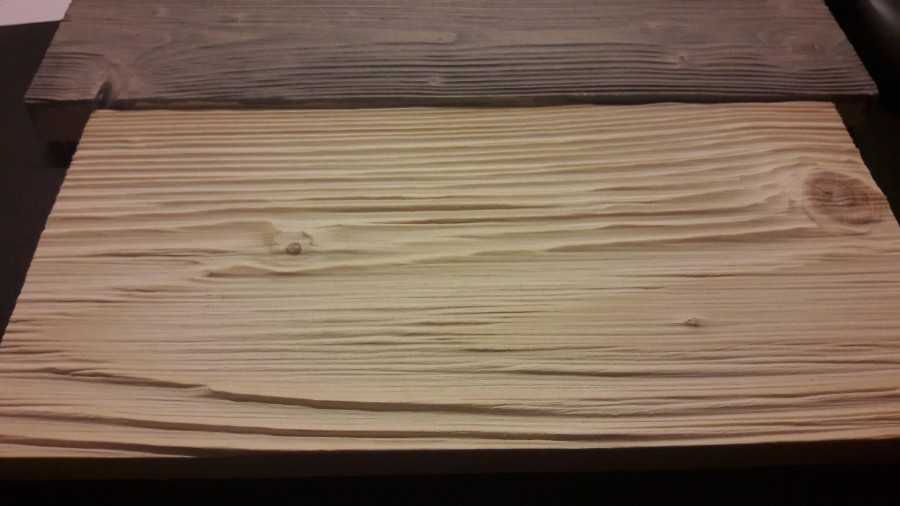
Деревянную заготовку обжигают ручной горелкой с газовым баллончиком. Открытым огнём равномерно водят вдоль волокон без остановки, чтобы не было глубокого выгорания.
С обожжённой поверхности мягкой губкой стирают образованный нагар. Если шлифовать наждачной бумагой, то разрушатся сгоревшие волокна, поэтому пользуются губкой для мытья посуды,у которой есть абразивная сторона.
После протирки на сосновой заготовке выделяется структура дерева.
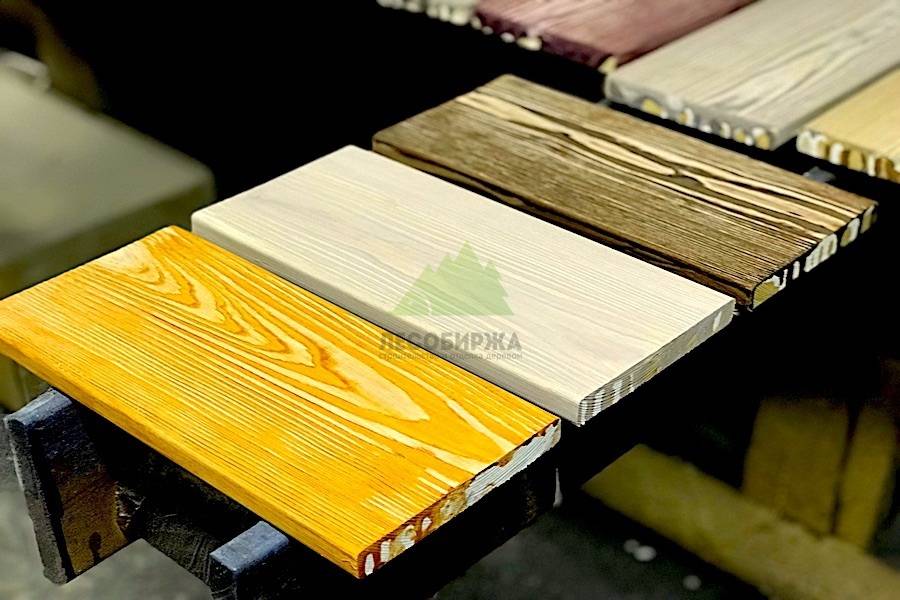
Чтобы подчеркнуть структуру дерева после обжига, наносят слой лака или масла.
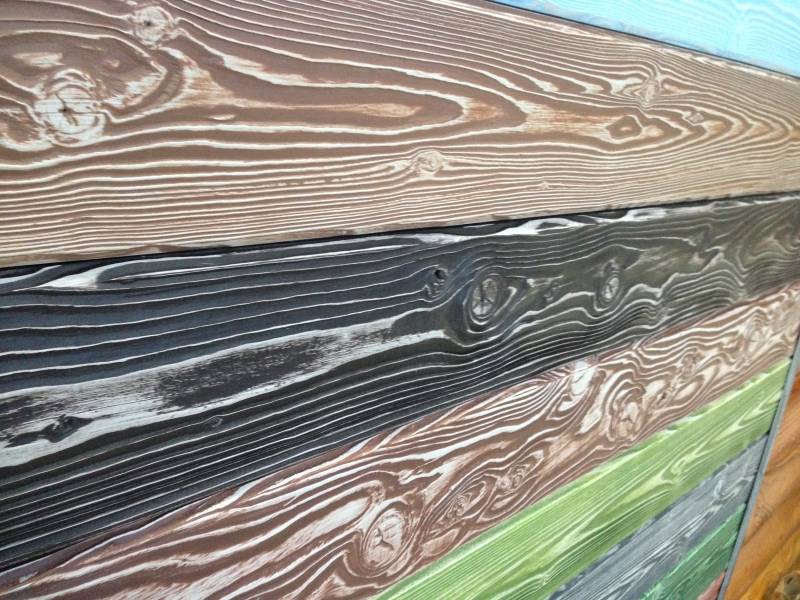
Для сравнения образец делят на две части и покрывают разными составами.
Одну часть заготовки покрывают немецким лаком для дерева марки Osmo.
Другую часть заготовки обрабатывают финским маслом для твёрдой древесины фирмы Teknos.Выбирают чёрный цвет ТМ 1830.
Заготовку, покрытую разными составами, сушат. Чтобы просушенная поверхность не мазалась, покрытие делают многослойным.
Если сравнивать две части заготовки, обработанной разными составами, то видна разница. На участке,обработанном лаком, структура светлая и яркая. Участок, обработанный маслом,выглядит тёмным и жирным.
Обожжённая таким способом древесина имеет рельеф, зависящий от количества обжигов и слоёв покрытия. Чтобы получить состаренное дерево, достаточно обжечь поверхность один раз, а затем покрыть её маслом.
Способ № 2
Облицовка фасада дома деревом требует больших затрат. Например, покраска деревянного фасада обойдётся дороже,чем стоимость досок, а при обжиге досок газовой горелкой затраты на баллонный газ, также превысят стоимость материала.
Японцы предложили недорогой способ обжига досок трубой. Полученный таким способом материал выглядит состаренным и красивым, а главное, он не разрушается насекомыми грибком.
Для обжига трёх досок их складывают треугольником в трубу.
После этого конструкцию устанавливают в вертикальное положение. Снизу подкладывают газеты, и поджигают их.
Благодаря хорошей тяге внутри трубы распространяется огонь. Он обжигает поверхность досок.
Время для горения выбирают экспериментально в зависимости от длины трубы и влажности досок. Для равномерного выгорания досок, через некоторое время трубу переворачивают, огонь распространяется в другом направлении.
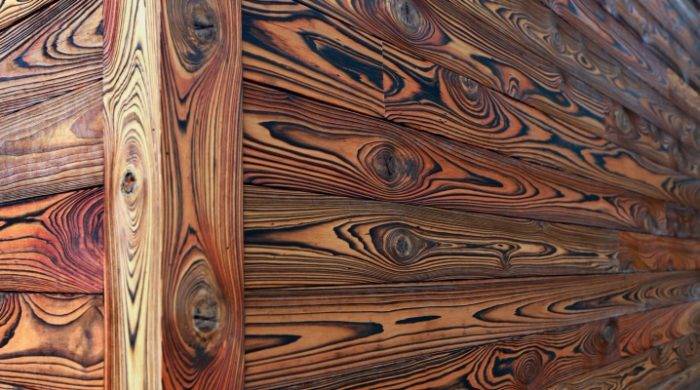
Обожжённую конструкцию тушат, разбирают и получают три доски с состаренной поверхностью, похожей на крокодиловую кожу.
Чтобы обожжённая поверхность не пачкалась, её очищают, а затем покрывают маслом или лаком. Обожжённые и обработанные таким способом доски имеют коричневый цвет с чёрной текстурой.
Способ № 3
Доски для пола можно не только красить, но и обжигать.
Перед обжигом половую доску обрабатывают наждачной бумагой, чтобы не было заусениц. После обработки доску со всех сторон равномерно обжигают газовой горелкой.
В отдельных случаях доску обжигают за два прохода. Движения огня напоминают покраску. В районе сучков структура более плотная, поэтому здесь обжиг длится дольше.









Окончательно обожжённые доски покрывают льняным маслом, разведённым уайт-спиритом с добавлением защитного средства от грибка.
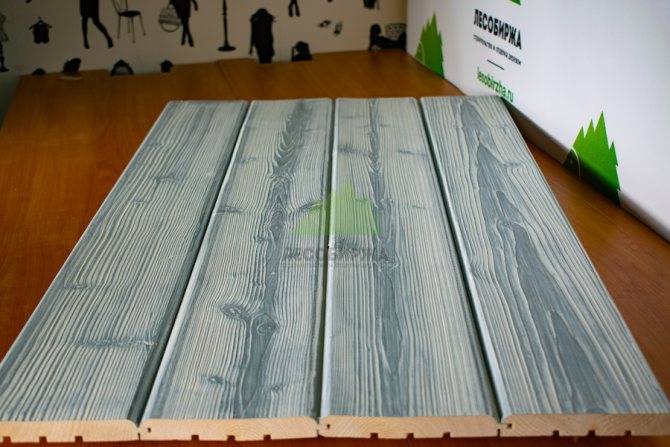
Обожжённая и обработанная таким способом половая доска обретает ярко выраженную антикварную структуру.
Последовательность монтажных работ
Важным преимуществом деревянной вагонки является возможность монтажа одним человеком, потому что материал легкий и удобный для работы. Чтобы получить нужный размер, используются ножовки по дереву.
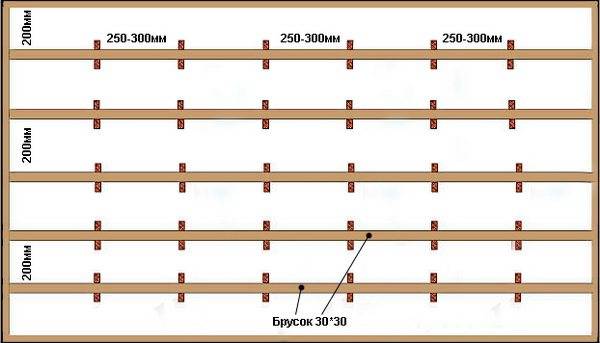
Предварительно готовится основание для отделки, и для этих целей следует избавиться от старой отделки и заделать крупные трещины. Далее следует подготовить бруски с сечением 50 на 50 и прикрепить их к основанию, начав от одного из углов помещения.
Интервал между деревянными брусками должен быть около 50 сантиметров.
От надежности фиксации брусков будет зависеть устойчивость всей конструкции, поэтому нужно пользоваться дюбелями и саморезами приличной длины.
Прибиваем доску по всей длине, соблюдая уровень по вертикали и по горизонтали, а затем начинаем крепить остальные деревянные планки, стараясь не заваливать их ни в одну из сторон. Монтаж должен производиться строго параллельно.
Эволюция искусственного состаривания
Сменяются годы, меняются технологии, неизменной осталась тяга к старинным принадлежностям и аксессуарам. Теперь каждый желающий может позволить себе роскошь жить в старорусском тереме, с потрескавшимися, на вид ветхими от старости и выгоревшими от солнца стенами, и балками, мебелью тех времен, деревянными лавками и обеденным столом из натурального состарившегося дерева. И все это благодаря процессу браширования древесины .
Мы постоянно испытываем тягу к чему-то новому, наблюдая за природными, естественным путем, протекающими процессами старения древесины, к наглядному конечному результату, востребованности к таким предметам, люди решили добиться более быстрого процесса угасания жизни дерева и изобрели собственную технологию искусственного состаривания с довольно коротким сроком времени.
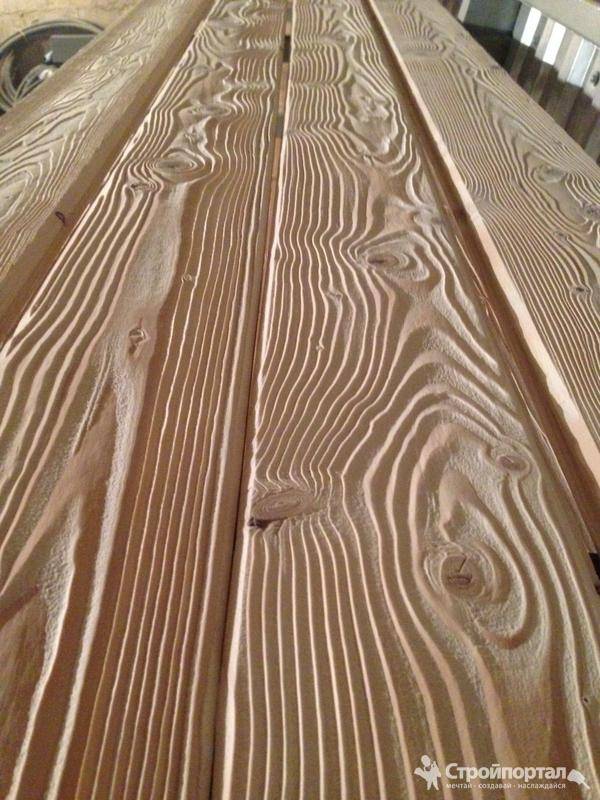
Механическое состаривание древесины
Этот способ обычноназывают браширование или текстурирование древесины. Название пришло изанглийского языка, где слово «браш» означает «щётка».
Известно, что структурадерева имеет мягкие и твёрдые волокна. Если щёткой удалять мягкие волокна, топоверхность становится рельефной.
Механическим способом обрабатывают только породы деревьев, имеющих легко обрабатываемую структуру: орех, дуб, ель, сосна, лиственница. Не получается текстурирование у клёна, вишни, бука.
Обработку деревавыполняют двумя щётками:
- Латунная металлическая щётка — разрывает мягкие волокна. Они «распушатся» и торчат.
- Нейлоновая абразивная щётка — выравнивает поверхность. Абразивный материал находится в нейлоновых волосках щётки.
Подготовленнуюструганную заготовку обрабатывают болгаркой. На этом этапе браширования дискомболгарки разрушают мягкие слои древесины.
Браширование болгаркой
Металлической щёткой, зажатой в патроне дрели, сглаживают острые углы и торчащие волокна, оставленные после болгарки.
Металлическую щётку меняют на абразивный вариант. Новой щёткой полируют поверхность, а вместе с тем выделяют структуру древесины.
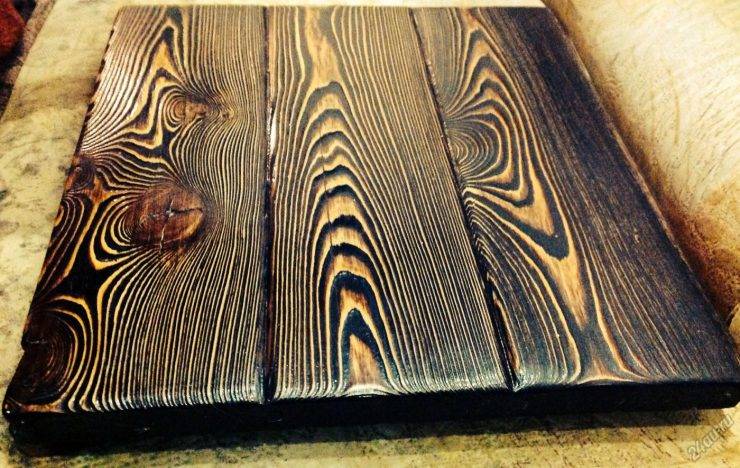
В любом случае антикварный вид заготовка приобретает только после покрытия лаком или маслом. В отличие отладка, масло проникает более глубоко в волокна и способно менять их цвет.
Хорошо визуально старит дерево тёмный оттенок масла. Его наносят широкой кисточкой вдоль волокон.
Чтобы масло лучше впиталось в волокна, его втирают ветошью. Процедуру нанесения, высыхания и втирания масла повторяют несколько раз. Добиваются, чтобы у заготовки появился антикварный вид.
Вдобавок для защиты промасленной поверхности от постороннего воздействия её покрывают слоем лака или краски. Хороший результат даёт покрытие глянцевым или матовым лаком наводной основе.
В результате лак затекает в неровности деревянной заготовки и получается гладкая поверхность антикварного вида.
Состаренное дерево – тренд современного дизайна
В современном дизайне интерьера поверхности из брашированной древесины применяются повсеместно, в помещениях с самым разнообразным функционалом. Это непросто тренд нынешнего сезона, это популярный способ создания дизайнерских решений на протяжении нескольких лет. Очевидно, что мода на искусственно состаренную древесину не пройдет в ближайшее время – вы можете смело использовать этот прием для оформления собственного жилища и быть уверенными в актуальности созданного дизайна.
Броширование осуществляется за счет удаления мягких слоев древесины, после которого более плотные слои оголятся, представляя красивый природный рисунок, рельефную поверхность. Обычно, удаление мягких слоев происходит с течением времени естественным образом. В рамках столярной мастерской этот процесс можно ускорить и визуально состарить древесину для получения фактурной поверхности.
Процесс ускорения состаривания древесины можно производить как с мягкими, так и с твердыми породами дерева. Единственное условие – наличие четко выраженных слоев с мягким и твердым составом, явной фактурностью. Такими свойствами обладают следующие породы древесины:










- сосна;
- дуб;
- лиственница;
- ясень;
- орех;
- венге (порода африканской древесины темного цвета).
К тем видам древесины, которые не имеет смысла пытаться брашировать из-за отсутствия явной «слоистости» (отличия между мягким и твердым слоем, отсутствия мелковолокнистой структуры) относятся:
- вишня;
- береза;
- ольха;
- клен;
- тик;
- бук.
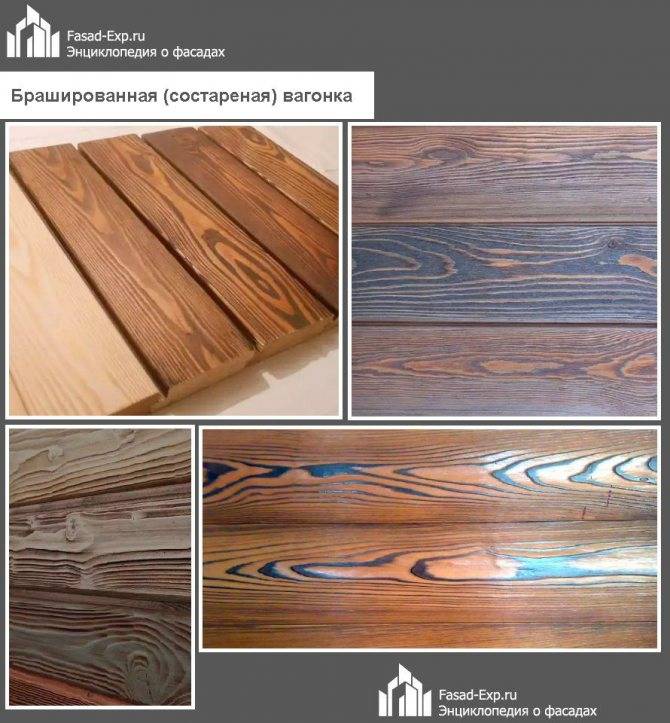
Особенности брашированной вагонки
Выбор типа вагонки зависит от потребности пользователя, конкретных условий эксплуатации и финансовых возможностей.
Виды и размеры
Брашированная вагонка имеет разные фактуры, цвета, рисунки и различается размерами, наличием или отсутствием фаски. По типу соединений материал можно классифицировать на:
- софтлайн;
- ландхаус;
- евровагонку;
- штиль;
- блокхаус;
- американку;
- двухстороннюю вагонку.
В зависимости от типа и качества древесины материал подразделяют на четыре класса:
- «Экстра». Это — бессучковая вагонка премиум-качества с безупречно гладкой поверхностью. Наличие даже мелких трещинок, непростроганных мест, пороков развития древесины исключается.
- Класс А. Материал высокого качества, не включающий сердцевины. На поверхности встречаются сучки не чаще, чем один на 1,5 метра длины доски. Допускается присутствие небольших кармашков, торцевых трещин (до 2 штук). Для вагонки из хвойных пород разрешена засмоленность не более 10%!
- Класс В. На досках может находиться до 4 сучков на каждые 1,5 метра длины, 2-3 трещинки или смоляных кармана. Не возбраняется формирование незначительных щелей в процессе переработки древесины, могут иметься места, пораженные насекомыми (не больше 5%!).
- Класс С. Ограничения по параметрам практически отсутствуют, допустимыми являются отверстия от сучков, трещины, смоляные кармашки, участки несоответствия общей окраске, не должно быть только явной гнили.

Еще один важный параметр вагонки — ее размер (длина, толщина, ширина). Материал выпускается в разных вариантах по ширине, при этом длина досок имеет шаг в 10 см. Оптимальной толщиной вагонки для внутренней отделки является 12,5 мм, для наружных работ — 15-20 мм.
Толстые ламели могут легко выдерживать и собственный вес, и массу утеплительных материалов. Чем шире материал, тем выше вероятность его деформации при перепадах температуры, влажности. Узкие доски обладают лучшей сопротивляемостью физическим и механическим нагрузкам.
Брашированная вагонка бывает цельной или сращенной, когда в одну доску соединяют куски древесины размером 15-75 см. Стыковку делают на специальный микрошип, дополнительно промазывают клеем и фиксируют под давлением. Сращенные ламели всегда довольно толстые (от 15 мм), поэтому более дорогие и тяжелые
При покупке важно узнать, какой тип клея был использован: токсичные вещества строго запрещены для применения во внутренней отделке
Из чего изготавливается материал
Для браширования годятся многие сорта древесины
Важно, чтобы материал был красивым по текстуре, а его поверхность — податливой к обработке. Лучше всего для браширования подходит вагонка из хвойных пород, которая содержит оптимальное количество эфирных масел и смол, препятствующих впитыванию влаги, загниванию. Таким материалом можно будет отделывать фасады, бани, парилки, а срок его эксплуатации очень высок (несколько десятилетий)
Таким материалом можно будет отделывать фасады, бани, парилки, а срок его эксплуатации очень высок (несколько десятилетий).

Чаще для брашированной вагонки используют такие породы дерева:
- ель — применяется для создания круглой доски, отлично подходит для внутренней отделки;
- сосна — является самым недорогим вариантом, но имеет низкую плотность, поэтому царапается;
- лиственница — может похвастаться красивой фактурой, идеальна для изготовления брашированной доски, но реализуется по высокой цене;
- кедр — обладает высокими теплоизолирующими свойствами, годится для наружных и внутренних работ.
Лиственные породы хуже подходят для браширования, так как не имеют столь явного рисунка на срезе, обладают меньшей прочностью и более дороги в производстве. Для изготовления вагонки можно применять липу, ольху, дуб.
Область применения вагонки
Оригинально обработанная вагонка станет настоящим украшением интерьера, придаст ему благородный вид. Материал подходит для стилей кантри, ретро, винтаж, классика, прованс и ряда других стилевых направлений.

Чаще брашированную доску используют для отделки кабинетов, столовых и кухонь, террас, балконов, гостиных. Ее крепят на стены, пол, потолок, выполняют балки и перекрытия. Кроме того, вагонка отлично подходит для облицовки бань, саун, фасадов, любых помещений, которым требуется дополнительная защита от влаги и холода.
Ошибки при монтаже вагонки, которые нельзя допускать
1. Отсутствие зазоров между панелями
Фасад непрестанно подвергается агрессивному воздействию окружающей среды. Поэтому геометрические размеры панелей будут постоянно меняться: увеличиваться при намокании и уменьшаться при высыхании. Для того чтобы компенсировать эти движения, необходимы зазоры в 1-2 мм. Поэтому при монтаже вагонки ее подбивают друг к другу с учетом этого требования.
Видео — Монтаж вагонки с ошибкой
2. Отсутствие влаго- и биозащиты
Панели должны быть подготовлены к установке на фасад: покрыты антисептическим и влагозащитным составом.
Антисептик для древесины
3. Перекос панелей
Для того чтобы избежать этой неприятности, правильность установки каждой панели проверяют уровнем. Вагонка должна лежать строго горизонтально.








Если соблюдать все правила и знать нюансы работ, обшивка фасада брашированной вагонкой не вызовет затруднений, а качество монтажа будет безупречным.
Состаривание древесины: цели и методы
Перед изучением вопроса, как состарить дерево, надо узнать, что дает такая операция. Придание ему благородного вида — только одно преимущество, второй плюс — значительное увеличение срока службы изделия. В этом соревновании состаренная древесина выигрывает у «простоватой», причем с большим отрывом. Такие предметы надежнее защищены: как от любой живой угрозы, так и от неблагоприятных условий.
Методов состаривания дерева существует достаточно много: есть простые техники и более сложные. Способы «перевоплощения» делятся на:
- механические;
- термические:
- химические.
Отличаются они конечным результатом. К механической обработке относят браширование и патинирование. Первое — состаривание с помощью жесткой щетки, второе — покраска с последующей шлифовкой. Традиционное термическое «превращение» — обжиг (или обугливание) поверхности пиломатериала паяльной лампой или газовой горелкой. Оригинальное — использование горячего песка.
Химический способ — обработка древесины едкими составами, меняющими цвет ее волокон. Все методы не подразумевают каких-то сложных действий, однако любая из операций требует соблюдения всех правил и следования техники безопасности.
Преимущества обработки
Дерево, обработанное с использованием технологии браширования, имеет ряд преимуществ.
Среди основных можно назвать следующие:
- Прочность. Все мягкие волокна удаляются. В результате физические нагрузки испытывают только твердые. Благодаря этому изделие из брашированного материала прочнее и дольше служит.
- Защита. Благодаря изменению структуры верхнего слоя древесных волокон материал лучше пропитывается защитными составами от бактерий, грибков и вредителей – они проникают гораздо глубже. Благодаря этому древесина менее подвержена воздействию перечисленных неблагоприятных факторов.
- Внешний вид. Брашированная древесина имеет очень интересную фактуру. Благодаря ей материал имеет необычный, привлекательный внешний вид, способный украсить любой интерьер.

Виниловая вагонка
Вагонку поливинилхлоридную можно произвести только при помощи специального оборудования. Для ее производства в домашних условиях нет набора определенных инструментов.
Для этого нужно будет приобрести станки со специальным механизмом работы:
- Изначально, в бункер приема материала поступает порошок поливинилхлорида или гранулы, являющиеся начальным сырьем;
- С помощью шнеков дозатор передает сырье в цилиндр;
- Для качественной полимеризации теплого поливинилхлорида и его пластификации производится нагрев цилиндра, с помощью электрических нагревателей определенной температуры.
- Далее масса продавливается через специальные формы, под давлением и приобретает требуемый вид;
- В калибраторе происходит прилипание массы к форме с последующим ее охлаждением циркулирующей водой.
- Последним этапом становится тянущийся механизм и обрез профиля.
Инструменты для браширования
Способов, позволяющих состарить дерево, несколько. Искусственно состарить древесину можно с помощью:
- Ручного инструмента. Это самый простой, но и самый трудоемкий способ, его минус еще и в том, что процесс занимает много времени. Для выполнения браширования используется щетка с жесткой щетиной из металла. При ручном способе заглубление получается небольшим, что нужно учитывать, выбирая древесину для обработки. Этот способ хорошо подходит для изготовления единичных деталей незначительного размера.
- Электромеханического инструмента. Этот способ самый распространенный, доступный и производительный. Он универсальный, так как его можно применять не только на производстве, но и в домашних условиях. Браширование проводят с помощью специальных машинок или с помощью дрели или болгарки с надетыми на них насадками в виде щеток.
- Станков. На станках брашируют древесину только в производственных условиях. Они предназначены для массового изготовления деталей. Станок обеспечивает полный цикл обработки, используются поочередно 3 щетки: металлическая, удаляющая волокна, шлифовальная и полировочная.
На выбор того или иного влияют особенности заготовок и объем работ.

Болгарка для браширования Источник a.d-cd.net
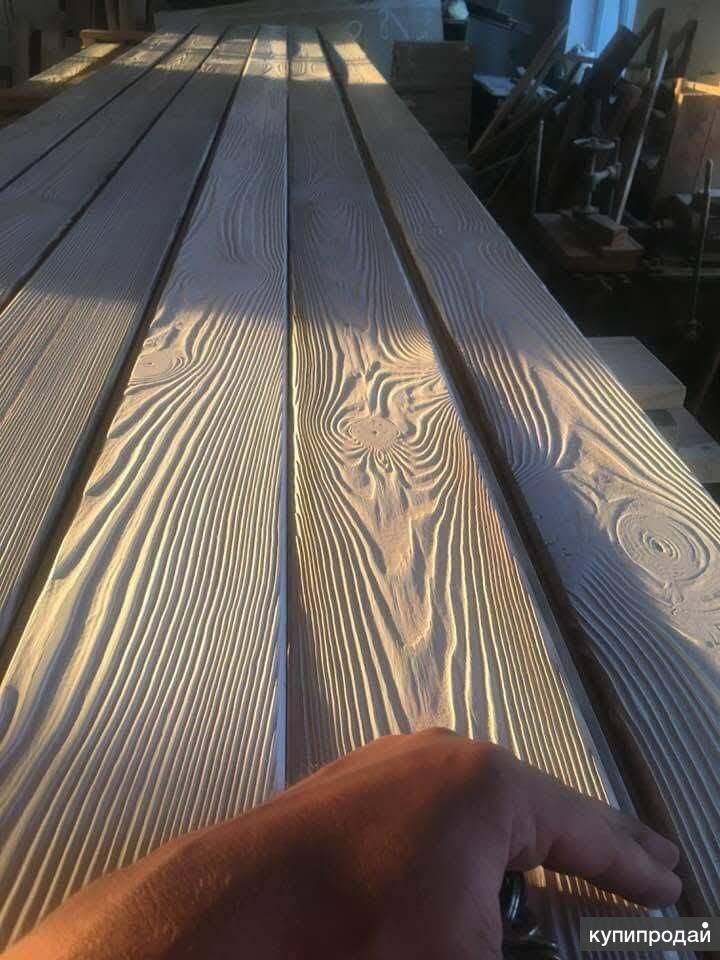
Из чего изготавливают брашированную вагонку
Для получения эффекта искусственного состаривания древесины крайне важно, чтобы ее текстура была красивой, а поверхность податливой к обработке. Этим требованиям в полной мере соответствуют хвойные породы
Поэтому брашированную вагонку изготавливают преимущественно из ели, сосны и лиственницы.
При выборе отделочного материала нужно понимать, что цвет и оттенок древесины не столь важны, так как искусственное состаривание предполагает дальнейшую обработку панели тонирующим составом, лаком или маслом
Основное внимание нужно уделить качеству древесины и размерам изделия

Вагонка из лиственницы
Среди хвойных пород наибольшей прочностью отличается лиственница. В числе ее преимуществ низкая тепловодность, влагостойкость, долговечность. Ель – самая мягкая из хвойных пород, сосна – самая смолянистая.

Еловая вагонка
Какую вагонку выбрать, решают, исходя из конкретных условий эксплуатации этого материала и своих финансовых возможностей.
Обычная и евровагонка
Своим названием вагонка обязана необходимости сохранять от солнца и дождя грузы, что перевозились по железным дорогам до внедрения современных материалов. Использование дерева для обшивки вагонов было наиболее целесообразным, так как оно не только дешевле железа, но и лучше предотвращает парниковый эффект. Изначально доски крепились обычным способом, но со временем для упрощения монтажа и предотвращения появления щелей, в случае каких-либо деформаций, их стали изготавливать с замками шип-паз. Идея была оценена по достоинству и такие доски стали широко применяться в облицовочных работах.
В других языках такой привязки к происхождению названия нет, поэтому при посещении зарубежных строительных магазинов надо искать просто профилированные доски. Для их изготовления применяется стандарт DIN 68126/86, разработанный в Европе и по ряду требований являющийся более жестким местного ГОСТа. Соответственно, экспортируемая продукция или просто изготавливающаяся по DIN стандартам, отечественному покупателю знакома как евровагонка.







К обычной вагонке, сделанной еще по советским стандартам, строители предъявляют большое количество претензий – как по характеристикам, так и удобству монтажа. Влажность в 20-25% слишком высокая – при толщине доски в 20 мм во время усыхания часто возникают деформации, с которыми не справляются маленькие замки, норовящие выскочить из паза
Ворсистая поверхность и количество сучков, особо не контролируемое, делают неважной не только форму, но и качество такой продукции
Профиль стандартной вагонки изготовленной по ГОСТу.
Как итог, евровагонка, несмотря на цену, гораздо охотнее используется строителями благодаря своим преимуществам:
- Более продуманная форма: крупный шип не боится деформаций, оптимальная толщина и ширина ламелей (12,5 и 88 (без учета шипа, с ним – 96) мм соответственно), наличие вентиляционных канавок, возможность выбора рисунка профиля.
- Не допускается ворс на лицевой стороне, тщательная обработка замка шип-паз для легкости монтажа.
- Вся евровагонка высушивается до влажности 10-15%, что сводит на нет возможность ее деформирования и вероятность появления жучков или гнили. Сухие доски проще хранить, обрабатывать и ухаживать за ними в процессе эксплуатации.
- После распила дерева, доски, в зависимости от качества, делят как минимум на четыре сорта, с учетом производственных дефектов и состояния самой древесины.
Это интересно: Крепление вагонки на кляймеры — как правильно крепить, монтаж и установка крепежей, как монтировать правильно
Размеры и сортность брашированной вагонки
Размеры вагонки
Можно купить как стандартную искусственно состаренную вагонку, так и евровагонку с аналогичной поверхностью. Эти материалы изготавливают в соответствии с двумя стандартами: российским и европейским. Последний регламентирует все параметры евровагонки и более требователен, нежели отечественный.
Размеры вагонки штиль
Схемы вагонки с размерами
Важная для вагонки характеристика – ее размеры. Точные, выверенные практикой параметры материала, обеспечивают его прочность и долговечность. Именно за счет оптимальных размеров вагонки, ей не грозят рассыхание и появление трещин
Поэтому при выборе этих изделий в первую очередь обращают внимание на соответствие их габаритов стандартам
Размер вагонки
Стандартные размеры вагонки
| Параметры изделия | Стандартная | Евровагонка |
|---|---|---|
| Толщина | 12-40 мм | 12,5 мм |
| Ширина | 76-200 мм | 80, 100, 110, 120, 140 мм |
| Длина | 0,2-6 м | 0,4-6 м |
| Высота шипа | 5 мм | 8 мм |
Существует перечень допустимых отклонений от заявленных производителем размеров:
- по толщине изделия не более 0,7 мм;
- по ширине не более 1 мм;
- по длине в пределах 5 мм;
- по высоте шипа не более 0,5 мм.
Из брашированной евровагонки наибольшим спросом пользуется такая ее разновидность, как «Штиль». Изделия этой марки отличаются отсутствием на лицевой панели полочки, что позволяет получить плотное соединение и ровную поверхность облицовки с едва заметными углублениями в районе швов.
Как правильно выбрать деревянную вагонку





