

Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Выставляем температуру
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Основные понятия процесса
Пайка это очень простой материал. Именно поэтому если вы определились с материалом для водопровода, то необходимо знать некоторые особенности полипропилена. Это нужно для контроля поведения труб, чтоб не возникало непредвиденных ситуаций. Итак, давайте рассмотрим все необходимые нам понятия.
Уровень термостойкости

Прежде чем спаивать пластиковые изделия, необходимо знать, что такой материал может терять прочность и твердость при температуре от 140 градусов Цельсия. Стоит отметить, что инструкция фирм, изготавливающих трубы, содержит информацию о максимальном показателе – 95 градусов.
На сегодняшний день рекомендовано установку полипропиленовых изделий в умеренном климате, так как при таких условиях пластик может справляться и с транспортировкой теплых потоков.
Организация теплового удлинения

Специализированная литература и видео, гласят о способности пластика менять линейные размеры при влиянии температуры. Если трубопровод длинный, то может происходить провисание или деформация. Но. Стоит отметить, что если система водоснабжения выполнена толстыми изделиями от одного перекрытия к другому, то могут возникать большие проблемы из-за напряжения. Пайка в такой ситуация – это очень сложный процесс для людей без специальных навыков. У профессионалов на этот случай есть два решения, чтоб спаивать элементы:
- Выполняют монтаж армированных полипропиленовых изделий. Такие трубы имеют меньший риск возникновения удлинений от теплового воздействия. Плюс ко всему такое устройство может выносить более высокое давление.
- Можно устанавливать специальные компенсаторы – это П-образные прямые изгибы. Благодаря такой детали изделие даже после удлинения сохраняет свою прямую линию.
Особенности армирования

Пайка для пластиковых труб зависит от наличия или отсутствия армирования. Существуют такие особенности процесса укрепления:
- Если армирование выполняется стекловолокном, то монтажные работы ничем не отличаются от простых моделей;
- В случае алюминиевого каркаса, обязательно необходима очистка поверхности. Также нужно шейвером выполнить зачистку.
Трубы с армированием лучше всего монтировать для горячего водоснабжения или отопления. Если устанавливать такие изделия для холодного потока, то эффект отобразиться только на стоимости водопровода.
Особенности инструмента

Какой инструмент выбрать при пайке пластиковых изделий, об этом мы сейчас и поговорим. Все рекомендации из литературы и видео, толкуют о применении специального паяльника, но стоит учесть, что он имеет большое количество видов. Именно по этой причине нужно определиться с особенностями и назначениями каждого из них. Конструкцию можно клеить или паять, а приборы для этого можно приобрести в любом профильном магазине.
Самые элементарные модели устройства могут нагреваться до 800 Ватт. Для бытового применения, такая мощность слишком высока. Показатель мощности может влиять на быстроту нагрева прибора, но пайка не поддается данному воздействию. Паяльники невысокой стоимости в комплекте имеет насадки для основных типов диаметров. Если необходимого размера нет, то вы можете приобрести его отдельно.
Видео как выбрать паяльник для пропиленовых труб
Не стоит жалеть денежных средств на качественные дополнительные детали, например, такие, как фитинги и пластиковые трубы. Форма устройства и способы выполнения крепежа могут быть разнообразными. Стоит отметить, что практически все инструменты, необходимые для процесса можно найти дома.
Кроме этого наиболее комфортным компонентом станут ножницы для резки пластиковых труб. С их помощью можно выполнять срез точнее и ровнее. Данное устройство может в разы сократить время на выполнение процесса.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Смотрите это видео на YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
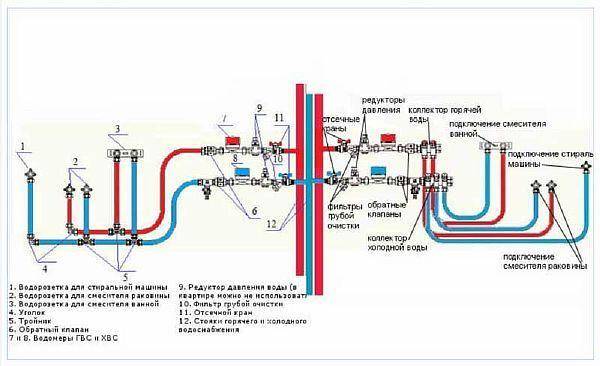
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
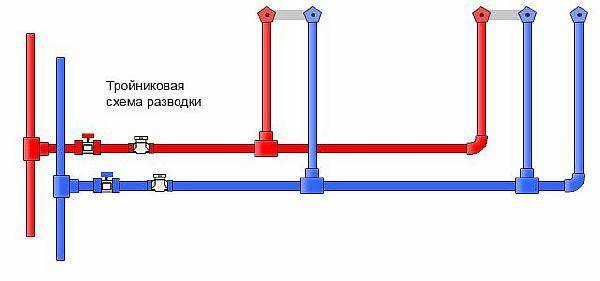
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.




![[инструкция] пайка полипропиленовых труб | видео](https://fasadin.ru/wp-content/uploads/f/0/4/f04f3b2d4b8527c3b019ffb368cf1614.jpeg)
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
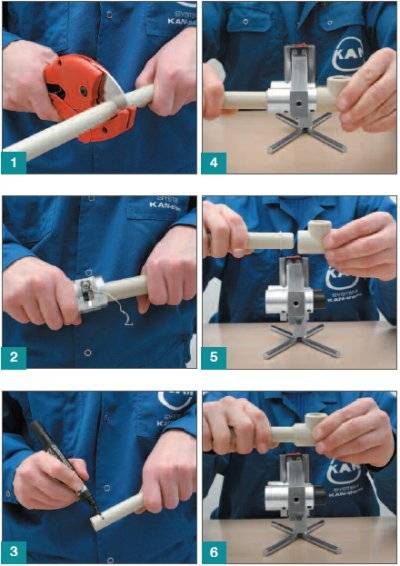
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.
Рис. 3 Инструменты для работы с ППР
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
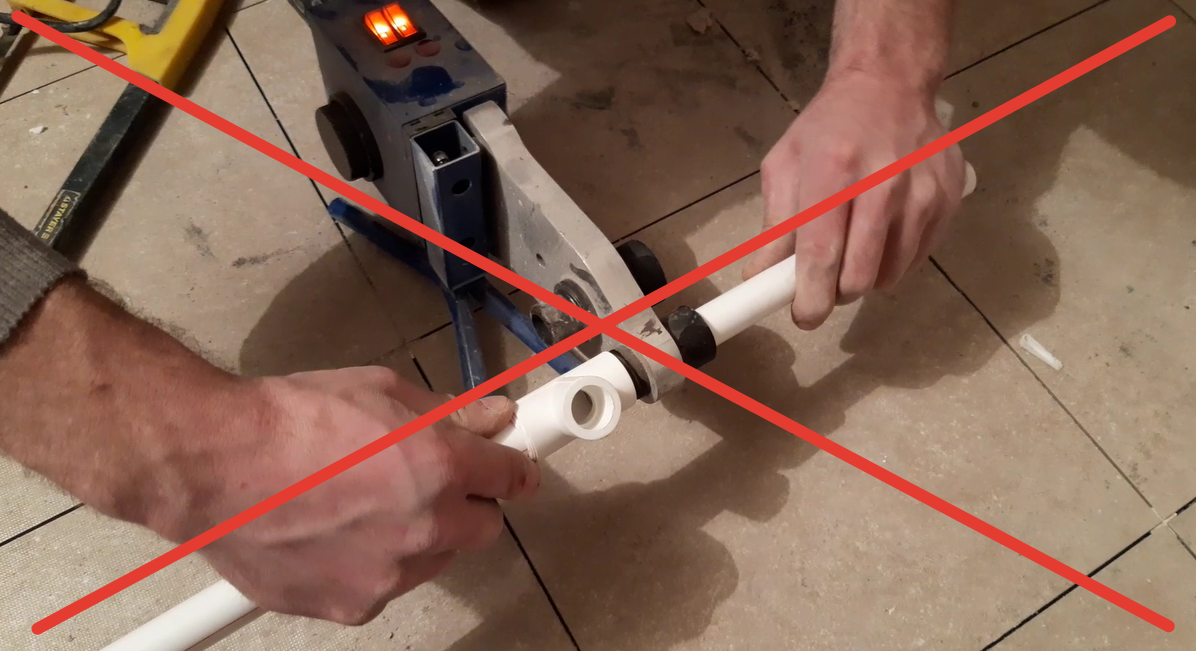
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
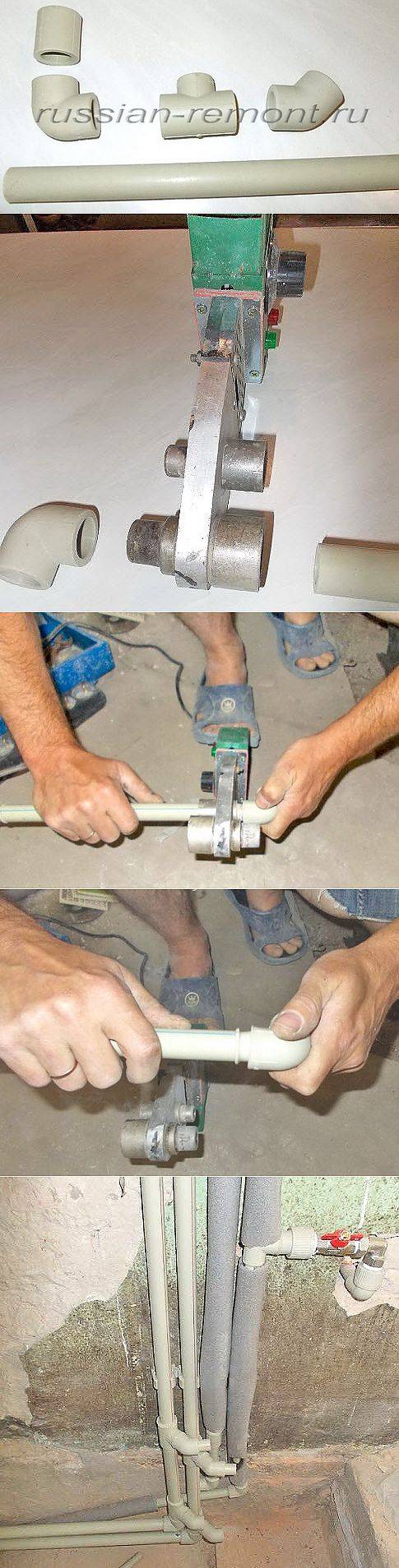
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
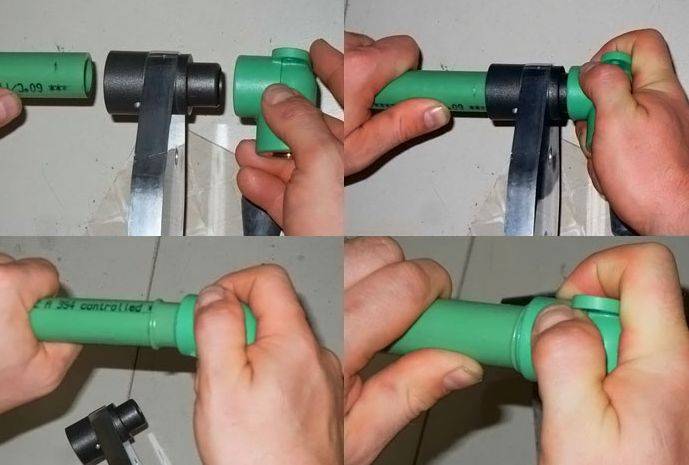
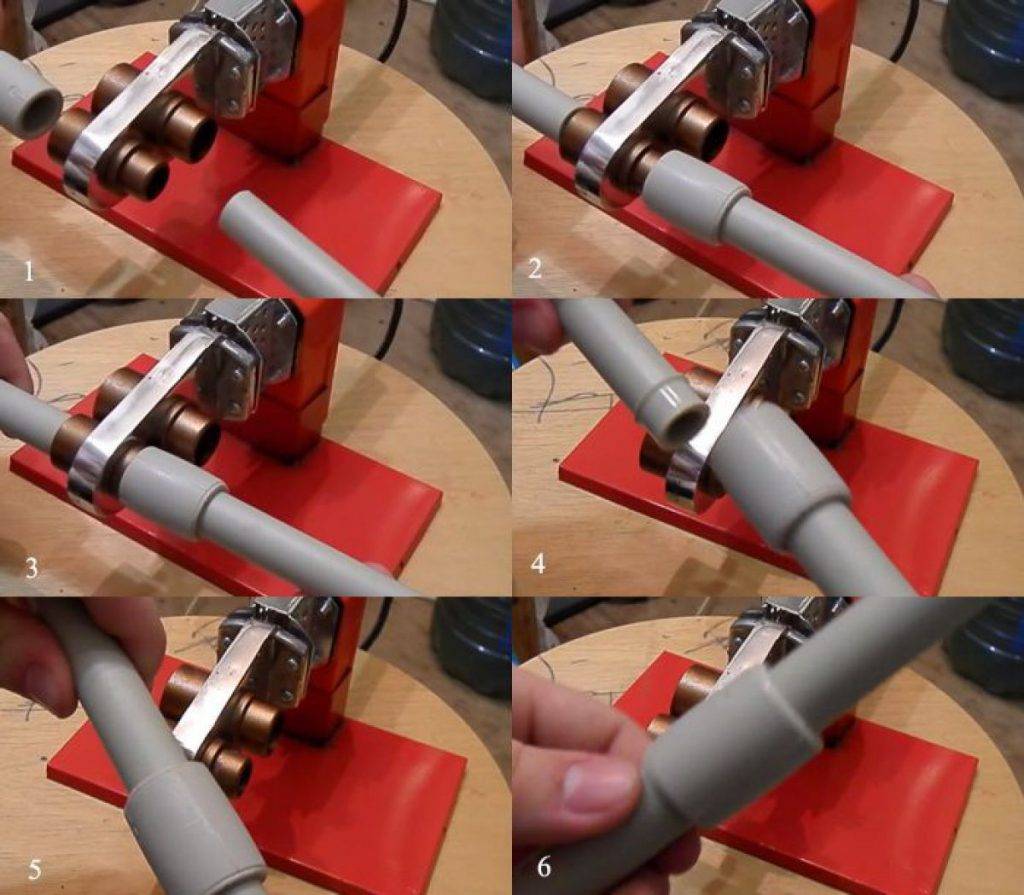
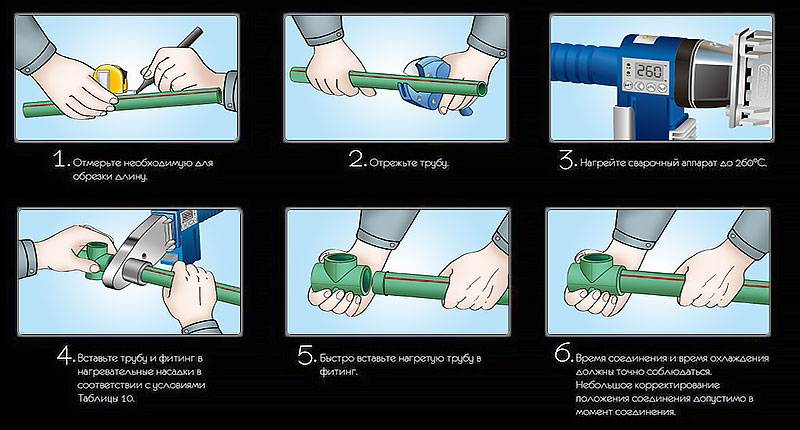
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
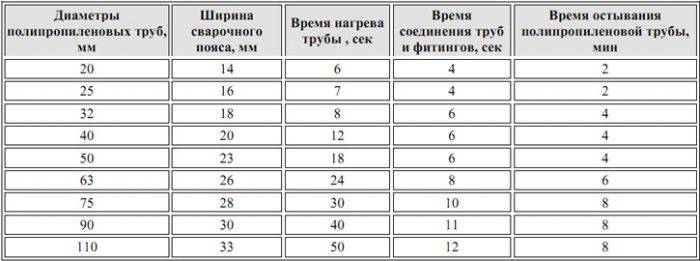
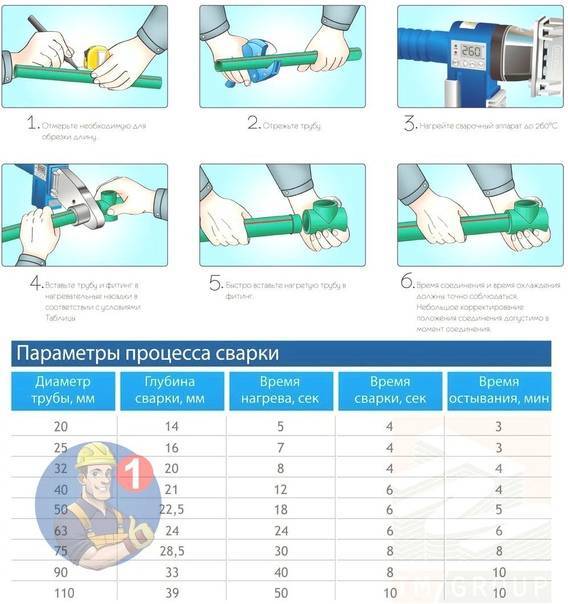
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.









Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
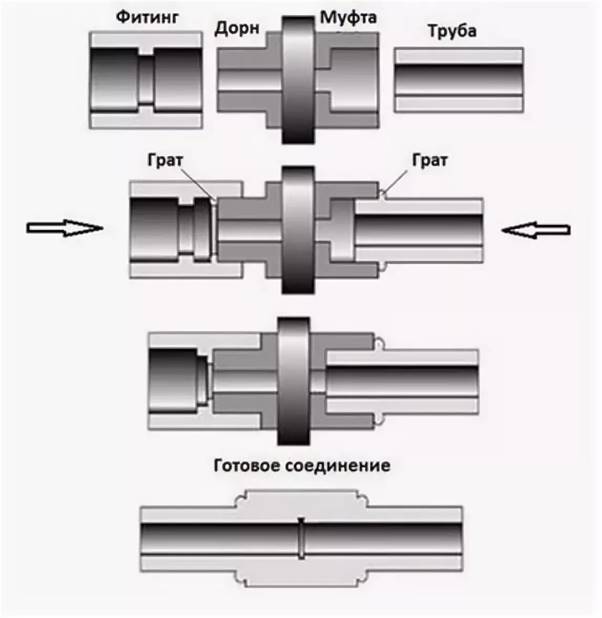 Алгоритм действий при сварке муфтовым методом
Алгоритм действий при сварке муфтовым методом
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
| Характеристика значения | Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
 Полипропиленовые трубы с армированием
Полипропиленовые трубы с армированием
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
 Шейвер
Шейвер
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.
 Торцеватель
Торцеватель
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Лучшие ноутбуки для работы и учебы | ТОП-15: Рейтинг 2022 + Отзывы
Обрезка труб
Трубы при работе нужно будет порезать и зачистить. Конструкция не позволит при зачистке снять верхнего слоя больше, чем нужно. Единственное, что нужно научиться правильно пользоваться ножницами, поскольку, чтобы стык был качественным, срез должен быть идеально ровным. Не экономьте на ножницах, изделие плохого качества не сможет сделать срез ровным, а кривой срез, в свою очередь, при большой температуре, приведет к прорывам.
Трубы нужно резать круговыми движениями. Сначала нажмите слегка на рукоятку ножниц и врежьте ими в тело конструкции, потом поверните ножницы вокруг конструкции и режем до конца. Обрезка нужно затем, чтобы пайка была качественной и надежной.
Паять полипропиленовые конструкции не так сложно, как может сперва показаться, но при этом, чтобы это сделать, нужно знать много нюансом, чтобы работу не пришлось повторять, и пайка была осуществлена максимально добротно.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной








Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:





